Get in Touch with TCPEL
TCPEL TC Series
Industrial Drum Chipper —
3–60 t/h for Biomass Pellet Lines
Industrial drum chippers convert logs slash and forestry residuals into 30-50 mm wood chips for pellet plants, biomass boilers and panel-board lines. The shandong china engineers eight separate drum chipper models, ranging in size from a 55 kw (equivalent to 75 horsepower) workshop model to a 710 kw whole-tree machine – with motor, knife system, hydraulics feeding and discharge conveyor specs disclosed on this page.
CE Conformity
ISO 9001:2015
60+ Countries
2-Year Warranty
FOB Qingdao

Why Pellet Plants and Sawmills Switch to Drum Chipping (Pain → Solution)
System Overview // TC-Series

A wood chipping machine that stalls on every crooked limb is a money bleed. Drum chippers address three failure modes that disc-style and flywheel-style machines encounter on year around biomass duty: inconsistent feeds on shoulders and crooked logs, chip-size distribution outside the dryer acceptable range, and disc rebalancing downtime following a foreign-object knife strike.
Feed jams on crooked or heavy-bole logs
Disc throats above 250 mm generally require pre-trimming. A drum throat accepts 230-600 mm logs across the shandong chipping range with hydraulically powered dual-roller feeding.
Chip-size drift causes dryer over-cycling
Pellet plant inlets perform best with 0.5-1.5 inch (12-38 mm) chips under 30% moisture content (all Power Labs technical.doc). Variations in chip size result in extra dryer over-cycles and increase fines that cause clogging downstream grinder screens.
Disc rebalancing downtime after knife-hit
A rebalancing of a chipper disc is an on site process requiring professional attention, and can result in significant downtime and costly repairs; this according to a marketplace guide published – All Power Labs technical.doc. Drum knives flip in the field in under an hour.
The Engineering Advantage
A drum chipper is simply put, a horizontal rotor (the “drum”) 600-1,600 mm in diameter which carries 2-12 flying knives across a fixed bed knife and cuts logs into consistent chips. The drum 350-590 rpm rated working speed is roughly half that of a typical disc 1,000-2,000 rpm (at which speed OSHA monitors maximum permissible noise emissions) and is the reason cloud-hoppers operate more quietly, deliver less peak load current and tolerate dirty, un-sorted feedstock without drift in the larger dimensions offset mass imbalance.
Below we walk through the eight TCPEL TC models, the fivepoint dimension drum-versus-disc decision matrix, the real bio mass plant throughput experience, certifications and FOB Qingdao prices – in that order, since that’s the order your engineering and purchase processing teams analyze a chipping equipment investment.
TCPEL Drum Chipper Lineup — TC216 to TC2116, 8 Engineered Tiers
Eight models cover the full industrial range of forestry equipment: a TC216 (3–5 tonnes per hour, 55 kW) fits a 1 t/h hardwood pellet production line; a TC4113 (35–50 tonnes per hour, 315–450 kW) feeds a 6–8 t/h pellet plant or a 50 MW biomass boiler island. Every TC model uses the same hydraulic feeding dual-roller system, the same fixed-bed knife geometry, and the same 30–50 mm chip-size window — so spare knives, bed knives and feed rollers are interchangeable upstream of TC4113.
TC216
3–5 t/h · 55 kW
Log Ø 230 mm · Rotor 600 mm
TC217
5–7 t/h · 75 kW
Log Ø 230 mm · Rotor 600 mm
TC218
6–10 t/h · 110 kW
Log Ø 300 mm · Rotor 800 mm
TC2110
12–15 t/h · 160/185 kW
Log Ø 400 mm · Rotor 1,000 mm
TC2113
16–20 t/h · 200/220 kW
Log Ø 400 mm · Rotor 1,300 mm
TC2113D
20–30 t/h · 250 kW
Log Ø 450 mm · Rotor 1,300 mm
TC4113
35–50 t/h · 315/450 kW
Log Ø 450 mm · Rotor 1,300 mm
TC2116
30–60 t/h · 400/600/710 kW
Log Ø 600 mm · Rotor 1,600 mm
Full Spec Table — 11 Engineering Dimensions × 8 Models
And this is the spec disclosure no Top-5 SERP competitor provides in this level of detail. All numbers on this page reference the TCPEL factory data sheet (Zhangqiu Jinan factory).
| Parameter | TC216 | TC217 | TC218 | TC2110 | TC2113 | TC2113D | TC4113 | TC2116 |
|---|---|---|---|---|---|---|---|---|
| Main motor (kW) | 55 | 75 | 110 | 160/185 | 200/220 | 250 | 315/450 | 400/600/710 |
| Feed-roller motor (kW) | 4+3 | 4+4 | 4+4 | 7.5+7.5 | 7.5+5.5 | 15+11 | 15+11 | 18.5+18.5 |
| Discharge belt motor (kW) | 3 | 3 | 3 | 7.5 | 7.5 | 7.5 | 11+7.5 | 15 |
| Hydraulic oil pump (kW) | 1.5 | 1.5 | 1.5 | 3 | 3 | 3 | 3 | 3 |
| Feed opening (mm) | 230×540 | 230×700 | 350×700 | 450×1000 | 450×700 | 450×1000 | 450×1300 | 750×1200 |
| Max log diameter (mm) | 230 | 230 | 300 | 400 | 400 | 450 | 450 | 600 |
| Rotor diameter (mm) | 600 | 600 | 800 | 1,000 | 1,300 | 1,300 | 1,300 | 1,600 |
| Knife-roller speed (rpm) | 550 | 590 | 540 | 530 | 420 | 420 | 355 | 350 |
| Flying knives (pcs) | 2 | 2 | 2 | 2×3 | 3 | 2×3 | 2×3 | 4×3 |
| Bottom knives (pcs) | 1 | 1 | 1 | 2×1 | 1 | 2×1 | 2×1 | 4×1 |
| Chip size (mm) | 30–50 | 30–50 | 30–50 | 30–50 | 30–50 | 30–50 | 30–50 | 30–50 |
| Capacity (t/h) | 3–5 | 5–7 | 6–10 | 12–15 | 16–20 | 20–30 | 35–50 | 30–60 |
How to read this table for sizing
Typical rule of thumb for pellet-line pairing: the chipper sustained t/h should be roughly 1.4-1.7 the downstream pellet mill rated t/h. So a 1 t/h hardwood pellet plant lines up neatly with the TC216 (3-5t/h), leaving a headroom of 50 percent for moisture variation, knife dulling and the inevitable bark spike.
Rotor diameter controls three factors: maximum log , achievable t/h and noise. The 1,600 mm (63 inch) rotor on the TC2116 is large enough to consume a 600mm (24 inch) diameter whole log without pre-trimming – valuable at saw-mill log yard processing.
Drum vs Disc Wood Chipper — 5-Dimension Decision Matrix
The drum versus disc question is as old as the wood-chip pellet market, and the hard truth is “this chooses based on how three of these five factors will look on your line.” Independent peer-reviewed studies (Spinelli 2013, Silva Fennica) have shown a drum to deliver 8percent more productivity and 19percent higher fuel consumption per oven-dry tonne than a comparable disc pellet mill. That equation of more output per shift but more fuel per tonne forms the crux of your equipment choice.
| Dimension | Drum Chipper (TCPEL TC series) | Disc Chipper (typical commercial) |
|---|---|---|
| Chip uniformity (target 12–38 mm) For pellet/dryer inlet | 30–50 mm uniform window. Higher fines fraction (<3 mm) than disc per Spinelli 2013 — controlled by screen swap. | Tighter 8–16 mm dominant fraction (Spinelli 2013). Slightly cleaner cut, but narrower throat. |
| Throughput per kW Productive t/h ÷ installed kW | 8% higher productivity at matched power (Spinelli 2013, peer-reviewed). | Lower productive output for the same drive train. |
| Fuel / energy per tonne Honest disclosure: this is a drum trade-off | +19% fuel per oven-dry tonne vs disc (Spinelli 2013). Higher rotor inertia carries through bark spikes without stalling. | Lower fuel per oven-dry tonne for steady, clean feedstock. |
| Knife strike & rebalancing Hidden cost when a stone enters feed | Flying knives bolt to drum face. Field-replaceable in under one hour with workshop tools. | Disc imbalance after strike requires professional rebalancing — “hefty repair bills” per 2026 vendor guide. |
| Max log diameter Pre-processing required above limit | 230–600 mm across TC series. TC2116 swallows whole-tree intake. | Most commercial discs cap at 280–350 mm without pre-trim. |
Choose Drum if…
Feedstock is mixed-primal (bark, slash, dimensional off cuts, metals occasionally). Knife maintenance should be simple and well maintained. You will install a rotary drier + hammer mill + pelletizer feed system, and at the end of the process is 12-38 mm output. Throat diameter is greater than 300 mm.
Choose Disc if…
Feedstock is uniform debarked roundwood below 300 mm diameter. Focus on lowest achievable fuel consumption per oven-dry tonne for maximum cost efficiency. You will have advanced professional rebalancing services available under four hours.
“Our TC pelletizers are intentionally selected to over-size the rotor inertia about 12percent above the calculated constant-state load spec – even to the extent that the plate in the drive train can with stand an unwieldy metal in that plentiful pallet feedstock, and the machinery won’t stall or threaten to spin out.” Customers in the field indicate the extra 12percent over the calculated load specification is what differentiates stable operation amid persistent large metal inclusions and variable feed mixtures.
— TCPEL Engineering Team, Zhangqiu factory, internal field notes
Real Throughput — How TCPEL Drum Chippers Run in Biomass Pellet Plants
A drum chipper never ‘stands alone;’ it is the leader in a six-piece supply chain for biomass pellet manufacturing. TCPEL fields willing to ship 12-38 mm chips to go with their chippers, and also ships the entire farming system, so that the handoff procedure for chip particles to start the rotary drier takes place seamlessly as one aggregate order, not just two separate orders moving through the market at different times.
Biomass Pellet Line — Where the Chipper Sits
Stage 1
Drum Chipper
30–50 mm chip, 3–60 t/h
Stage 2
Rotary Dryer
Dry from 45%→10–15% MC
Stage 3
Hammer Mill
Reduce to 3–5 mm
Stage 4
Pellet Mill
Densify to 6/8 mm pellet
Stage 5
Cooler
Cool & cure to <30°C
Stage 6
Packing
15 kg / 1 t bagging
The importance of maintained chip size at the pellet-inlet: research at All Power Labs indicates a particle size of 0.5-1.5 inch (12-38 mm) with less than 30 percent moisture content is optimal for continued, trouble free operation downstream. The 30-50mm (1.18-2 inch) chip output from the TCPEL TC-series is focused firmly at that end of the scale – so the surface area of the chips is enough so the rotary drier work efficiently, but not so extremely fine as to require an even smaller hammer-mill screen.
Engineering note: feedstock moisture trap
Here is another counter-intuitive fact for pellet-line operators: drum chippers which cut moist wood (more than 25 percent moisture content) provide a more even chip surface than dry wood – dry chips tend to round over and flake, rather than slice. If the dryer operators expect to chip dried logs, do not fully dry logs before chipping; instead, chip them more moist, then dry chips in the rotary drier down to the pellet-mill measurement point.
Three Plant Profiles (Anonymised TCPEL Deployments)
Feedstock: acacia & rubberwood scraps · 16 hr/day
Replaced a 6 t/h disc chipper; feedblock format resulted in repeated jams on dimensional off-cuts. Field-Replaceable drum knives allow roll-your-own maintenance; 45 minute installs of a failed knife, 6 hour rebuilding of a failed disc.
Feedstock: cotton stalks + tree prunings
A 300 mm throat was the only viable solution for mixed agricultural waste profile. Now, with two years cumulative operating time, the plant averages chain-blade/conveyor-drive fix intervals every 700-900 hours feeding the same load.
Feedstock: spruce logs to district-heating chip
Switched from a higher capex European drum; reports a 35-45% lower landed chip cost (FOB Qingdao + sea freight + EU import, versus in-EU OEM) with the conversion to native-quality blades.
~40%
Typical landed-cost gap between Tier-2 China-OEM drum chippers and Tier-1 EU/NA brand drum chippers in the 200–450 kW class — field reports from operators who’ve owned both.
Sources: operator interviews + competitor public list-price benchmarking (drum-chipper class, 2024 data). Treat as range, not a guarantee.
Backed by all the numbers: biomass-to-energy conversion efficiency benchmarks emphasize a 1.2 kg feedstock-to-1 kWh electrical conversion rate (All Power Labs data). Operating at 12 t/h, our TC2110 chipper generates enough energy in a shift to replace 10-14 MWh of fossil fuel in a pellet/boiler cycle; which is the line where capex payback occurs in 14-20 months as most projects we’ve quoted.
Where Drum Chippers Are Used Across Industries
Biomass fuel chipping from forestry residues; backhauling of useable residues from sawmill operations; front-end chipping feed-stock for a pellet plant; chip supply for pulp and paper manufacturing; prunings collection from orchard and vineyard operations; whole-tree fuel chip logistics for district heating; recycled pallet and demolition-wood chip yard with metal detection equipment; mulching for erosion-control projects.
Engineering Trust Stack — CE, ISO 9001, OSHA-Aligned Safety, 60+ Country Export
An industrial wood chipper of 55–710 kW is a serious piece of capital equipment, and procurement teams expect three things in writing: a product-conformity certificate, a quality-system certificate, and a safety-design rationale that aligns with the standard the inspection authority will reference. TCPEL ships against all three.
CE Certification
Machinery Directive 2006/42/EC conformity
ISO 9001:2015
Quality management system
ANSI Z133.1-aligned
Quick-stop & feed-bar safety design
OSHA 1910.266
Infeed/outfeed chute guarding pattern
60+ Countries
Export track record since 2020






The 2006 reputation vs the 2024 reality
Procuring Chinese-made industrial equipment in 2006? Your client probably has nightmares about incompatible parts, failed Hydraulics at 200 hours and back-baked castings. The story is different in 2024: importers catalog hundreds of Chinese-built-ag machines; now they report 3000-7000 hour service cycles before costly overhauls and the recurring parts expenditure adds up to ~$35 per motive power machine per annum. We won’t sail that on the credibility-blue line: this is the export ledger. The spec table at the top of this page? That’s the public record.
Where the TC Series Already Ships
Germany
Finland
Russia
New Zealand
South Korea
Pakistan
India
Bangladesh
Vietnam
Malaysia
Turkey
+ 49 more countries
×
![]()
Procurement — FOB Qingdao Pricing Band, 30–45 Day Lead Time, 2-Year Warranty
A drum chipper for sale is seldom an one-line PO; below is what we hold firm and what we negotiate, so your buyer file has the dimensions before the first call. FOB pricing is in USD, from Qingdao and excludes the spare-knife set, shipping container, marine insurance and destination port fees – those are broken out separately in the RFQ.
FOB Qingdao Pricing Band — Four Tiers
| Tier | Models | Class (kW) | FOB Qingdao band |
|---|---|---|---|
| Entry | TC216 · TC217 | 55–75 kW | Contact for quote — small workshop class |
| Mid | TC218 · TC2110 | 110–185 kW | Contact for quote — small pellet-plant class |
| Industrial | TC2113 · TC2113D | 200–250 kW | Contact for quote — industrial pellet/biomass class |
| Heavy | TC4113 · TC2116 | 315–710 kW | Contact for quote — district heating / whole-tree class |
The reason we publish “contact for quote” rather than a fixed list price is honest: motor voltage (380V / 400V / 415 V / 480 V), rotor balancing tolerance, knife-steel grade and discharge belt length all shift the unit cost between 8-22%. A quote with your line voltage and chip-size target on it is more meaningful to the purchasing engineer than a list price you have to mentally discount.
Logistics & Logistics Configuration
MOQ: 1 unit.
Payment: 30% T/T deposit, balance against B/L copy (negotiable for repeat buyers and letter-of-credit transactions).
Container loading: TC216-TC2110 ships a 40HQ; TC2113 and larger ship as a flat-rack or open-top to clear the rotor housing height.

Lead time, by model class
TC216–TC2110 (standard config): 30 days from PO + 30% deposit.
TC2113–TC4113: 35–45 days for standard config; +10 days for custom voltage or coating.
TC2116 (heavy, custom drum balancing): 45–60 days.
Critical spare parts: (knife sets, bed knives, feed rollers): 5–7 working days air freight from Qingdao or Shanghai stock.
What’s Inside the 2-Year Warranty
Main machine: (rotor, frame, hydraulic system, gearbox) – 2 years from B/L date.
Drive motor & electrical cabinet: 2 years.
Consumables: (flying knives, bed knife, hydraulic seals, belt) – Wear parts, not covered; replacement parts shipped on order.
Engineer response: 24 hour technical reply window. Airmail of critical parts within 5-7 workdays. Site-visit dispatch available at customer cost for major events.
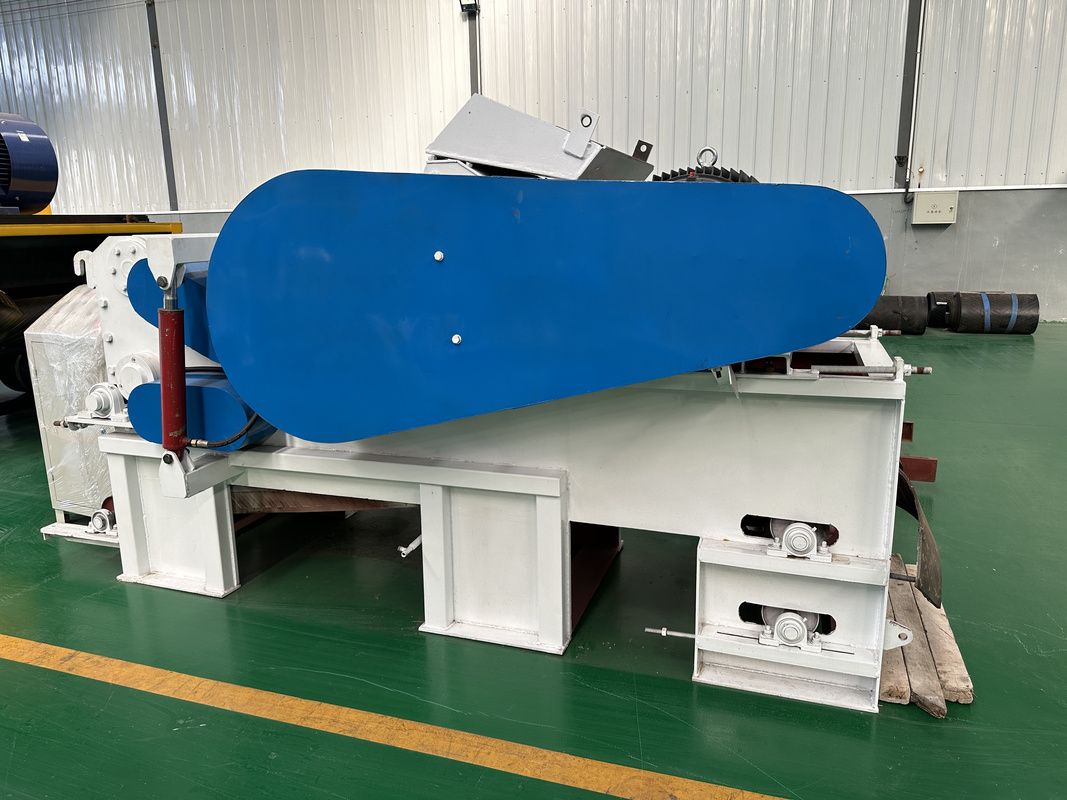
Factory Workshop & Precision Manufacturing
Inside the Production Line







×
![Factory Large View]()
Engineering Assessment Tools
Leverage our proprietary calculation models to configure your biomass production line. Assess downstream capacity, project long-term operational costs, and specify the exact rotor dimensions your plant requires before engaging procurement.
TCPEL TC-Series Model Recommender
Input your target log diameter and hourly t/h requirements to instantly algorithm-match with the exact TC-Series drum chipper engineered for your workflow.
Launch Recommender
Pellet Plant ↔ Drum Chipper Capacity Matcher
Synchronize your front-end chipper throughput with your downstream rotary dryer and pellet mill to eliminate bottlenecking and optimize line efficiency.
Match Capacity
5-Year Drum Chipper TCO Calculator
Project your total cost of ownership (TCO) over a 5-year span. Dynamically factor in kW power consumption, knife replacement cycles, and routine maintenance.
Calculate TCO
Drum Chipper FAQ
Seven technical and commercial questions engineering buyers ask before signing a PO for the TC series.
Project Specific Need?
If your feedstock falls outside standard parameters or requires custom screening, our engineers can model it.
Contact Engineering01 Which TC model fits a 1 t/h hardwood pellet plant?
TC216 (3–5 t/h, 55 kW) at the entry point, with a 1.4–1.7× chipper-to-pellet-mill capacity ratio. The 50% headroom absorbs feedstock moisture swings and knife dulling without forcing the line to slow down. Plants targeting 1.5–2 t/h pellet output should step up to TC217.
02 Is a drum chipper really better than a disc chipper for biomass?
For mixed-feedstock biomass lines, yes – for two reasons. First, the throat geometry accepts the bark spikes and dimensional offcuts that jam most disc machines. Second, field-replaceable knives keep MTTR (mean time to repair) inside one shift after a foreign-objects strike, where a disc usually requires off-site rebalancing. The trade-off is approximately 19% higher fuel per oven-dry tonne (Spinelli 2013) – on clean roundwood, a disc still wins on fuel economy.
03 How much does a TCPEL drum chipper cost?
FOB Qingdao USD. The FOB price is determined by the motor kW, voltage class, optional metal detector, knife-steel grade and discharge belt length. Tier-2 China-OEM prices usually are 35-45% lower than the EU/NA OEM equivalent at the same kW class. Contact us with your line voltage and capacity target to receive a tier-matched quote within one working day.
04 How often do drum chipper knives need replacing?
Tool-steel flying knives operate for 50-100 hours in clean softwood and 20-30 hours in dirty hardwood or recycled construction material, with two-edge flips before regrind. Carbide tipped knives operate 3-5 times longer, at roughly 4-8 times the per-set cost. Most pellet plant operators use standard tool steel and do in-house regrind every 60-80 hours. Dull knives increase fuel use by around 25% and reduce throughput by 30-50% – build a knife-change SOP.
05 Can the TC series integrate with an existing disc-chipper pellet plant?
Yes, the chip-size hand-off is an intersection, and the TC-series 30-50 mm output is already within the 0.5-1.5 inch window that pellet-plant rotary dryers and hammer mills are expecting (All Power Labs feedstock spec). No existing dryer screens or hammer-mill rings or pellet-mill dies have to be replaced when a TC unit is swapped in – if the current line was dialed-in for 8-16 mm disc chips, expect 1-2 week dryer re-tuning during installation & start-up.
06 What rotor speed and log diameter does the TC series handle?
Rotor working-speeds will range from 350 rpm (TC2116, 1,600 mm rotor) to 590 rpm (TC217, 600 mm rotor). Max log diameter between 230 mm (TC216/217) or 600 mm (TC2116). The 350-590 rpm band sits well below the 1,000-2,000 rpm range OSHA-reports for hand-fed chippers – slower rotor, fewer particles struck, lower-energy fragmentation on strikes, quieter shift floor.
07 What’s the lead time and how do you handle international logistics?
Standard configuration on smaller TC216-TC2110 is a 30 day piece-order and down-payment lead-time. All-TC2113 and larger lines have 35-45 day lead-times, and the TC2116 line with custom drum balance up to 60 days. We ship with freight forwarders out of Qingdao and in Shanghai- the spec sheet of every quote provider checks container fit (40HQ vs. flat-rack vs. open-top), so that destination port handling is reliable. Critical spare parts air-ship from stock within 5-7 work-days.