Get in Touch with TCPEL

The Engineering Guide to Biomass Pellet Machines: Types, Feedstocks, Standards & Costs
A biomass pellet machine compresses ground wood, sawdust, straw or palm waste into dense cylindrical pellets used as solid biofuel. This engineering guide describes how a biomass pellet machine densifies the feed stock and how to align its design with feedstock chemistry, the quality standards your pellets must meet, the production stages between raw biomass and a bagged pellet, and the economics and market profile through 2026 and beyond. Every threshold and test method referenced below is quoted directly from current EN ISO 17225, ISO 17831-1 and ENplus specifications rather than being rewritten in product brochure language.
Quick Specs — Industrial Biomass Pellet Machine
| Output range (single mill) | 100 kg/h to 4 t/h (workshop to mid-industrial); up to 20 t/h in twinned full plants |
| Die geometries | Ring die (horizontal), vertical ring die, flat die — each tuned to feedstock chemistry |
| Compression pressure | 200–400 MPa inside the die channel |
| Densification ratio | 60 kg/m³ raw biomass → 650 kg/m³ pellet (≈10× volume reduction) |
| Quality standard target | ENplus A1 — moisture ≤10%, ash ≤0.7%, mechanical durability ≥97.5% |
| Typical die life | 800–2,400 hours for softwood sawdust; 600–900 hours for high-silica residues |
What Is a Biomass Pellet Machine? The Densification Science Behind Solid Biofuel
A biomass pellet machine is an industrial press that forces ground organic matter through hardened steel die channels at 200–400 MPa, producing cylindrical pellets typically 6 mm or 8 mm in diameter. What makes the process work is that no synthetic binder is needed. Wood, straw and similar materials contain lignin, a natural polymer that softens at around 140 °C — friction heat inside the die channels supplies that temperature. Softened lignin flows around the cellulose fibres, then re-solidifies as the pellet exits and cools, locking the structure together. ANDRITZ describes the resulting density gain as going from roughly 60 kg/m³ for loose biomass to 650 kg/m³ for finished pellets — about a tenfold reduction in transport volume.
📐 Engineering Note
Lignin softening is a glass transition event in the metallurgical sense, not a melting one. E×act temperature varies depending on the feed stock’s moisture content, with wet biomass softening down to 120 °C, then dried low-lignin straw requiring higher temperatures or a pre-conditioning step with steam in order to bind reliably. This is the reason most industrial biomass pellet mills include a conditioner stage upstream of the die.
Calling a press a biomass pellet machine does not define the type of die required, as other designations are in common use: a stand-alone biomass pellet machine or a complete densification line with upstream conditioning and downstream cooling. Pellets tend to be produced at 80–95 °C, therefore as fragile as a toffee and has to be cooled in a counter-flow pellet cooler before screening or the surface surface will crack over the course of several hours.
Biomass Pellet Machine Types: Ring Die, Flat Die, and Vertical Ring Die Engineering Trade-offs
There are only three main geometries of industrial biomass pellet mill currently active in the marketplace: horizontal ring die, vertical ring die and flat die. Which one you choose is not a branding matter, but one of the physics of pressure application is fundamentally different in each case as each geometry manages the driving force in a different way.
✔ Ring Die Advantages
- higher specific output per kW (rroughly 80-120 kWh/ton vs flat die 90-140)
- Longer die life under continuous duty cycles
- Multi-roller configuration distributes wear
- Preferred for ENplus A1 certification-grade pellet production
⚠ Ring Die Limitations
- Higher capital cost (around 2–³× a comparable flat die)
- Larger footprint and heavier civil works
- Die changes are more demanding (alignment-critical)
- Not economic below ~500 kg/h sustained output
| Dimension | Horizontal Ring Die | Vertical Ring Die | Flat Die |
|---|---|---|---|
| Typical throughput | 500 kg/h – 4 t/h | 800 kg/h – 4 t/h | 50 kg/h – 900 kg/h |
| Specific energy | 80–120 kWh/ton | 85–125 kWh/ton | 90–140 kWh/ton |
| Die life on softwood | 1,800–2,400 h | 1,500–2,200 h | 800–1,200 h |
| Footprint at 1 t/h | ≈12 m² (machine only) | ≈8 m² (compact) | ≈4 m² |
| Capital tier | Mid-industrial to full plant | Mid-industrial | Workshop to small-industrial |
| Best feedstock fit | Sawdust, clean wood chips | EFB fibre, mixed biomass | Grass, straw, on-farm waste |
A typical mistake is to reduce the roller-die spacing often by 0.1mm in response to low output. Pellets will for the short term increase the flow rate of the maker at the expense of increased roller, die and plunger wear, often by a factor of 2.5. A better response to low output, accounting for the above and the heat creation in the die, is usually an upstream shift of particle size, moisture content or compression ratio-not reducing the gap setting.
For TCPEL’s specific ring-die and flat-die line-up matched to common feedstocks, see the industrial biomass pellet machine manufacturing page.
Feedstock Chemistry: Why Moisture, Lignin, Ash and Silica Decide Pellet Quality and Die Life
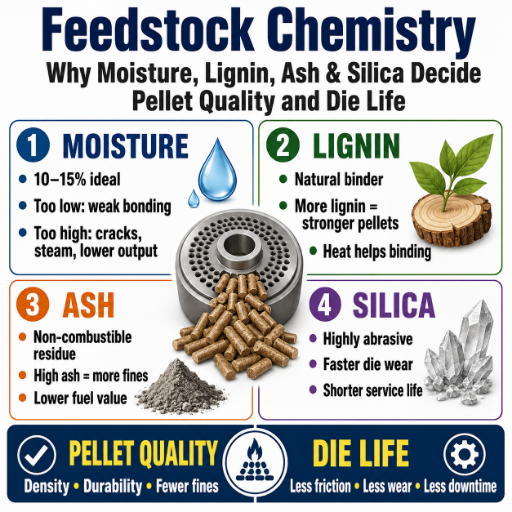
The single most important factor in determining the output quality and die life of a biomass pellet machine is not the make or model but the chemistry of the inputs. 4 figures are relevant, 1 figure regarding moisture content (10-15% at the die), 1 figure regarding lignin content (the natural binder for the mash), 1 figure regarding ash content (thus reducing calorific value of the finished pellet) and 1 figure regarding silica content (speeding the die abrasion). Do the right things with all of these and a mid-industrial pellet mill will operate for well over 2000 hours between die changes. Do the wrong things and a large motor won’t last 200 hours.
Lignin Content by Feedstock — the Binder Budget
Information indicates that softwoods: pine and spruce have approximately 28 wt% lignin, hardwoods: 20 wt%, rice husks: 22.5 wt%, wheat straw: 12-18 wt%. Lignin are important as it is the only “glue” without using any synthetic binder. Straw has to have either steam conditioning and/or small quantity of starch added because the availability of the lignin at the die is not sufficient to glue the cellulose at normally applied die settings.
| Feedstock | Lignin (wt%) | Ash (wt%) | Silica content | Typical die life |
|---|---|---|---|---|
| Softwood sawdust | 25–30 | 0.3–0.7 | Very low | 1,800–2,400 h |
| Hardwood (oak, beech) | 18–22 | 0.4–1.0 | Low | 1,200–1,800 h |
| Wheat / corn straw | 12–18 | 4–8 | Moderate | 700–1,100 h |
| Rice husk | ~22 | 15–22 | Very high | 600–900 h |
| Palm EFB fibre | 18–24 | 3–6 | Low–moderate | 900–1,400 h |
| Sugarcane bagasse | 18–22 | 3–5 | Low | 1,000–1,500 h |
How Long Does a Pellet Mill Die Last?
For a die working on clean softwood sawdust within good conditioning windows 1,800-2,400 hours is a reasonable planning figure. Mixed hardwood chips yield approximately 1,200-1,800 hours because higher hardness causes faster surface wear. Rice husk drops the figure down to 600-900 hours since progress down the channels is determined almost entirely by the silica grit content.
Vacuum-hardened die alloys can extend the value by 30-50% when employed with high-silica raw materials at a 20-30% cost premium over industry-standard 40Cr or 4Cr13-alloy steels – that kind of calculation usually only works if the mill feeds a single abrasive material. Field operators are quick to point out that scrap-pile dies often only achieved 50% of projected life simply because the end user fed rice husk through a softwood-tuned die without adjusting the compression ratio.
The Lignin × Silica × Throughput Decision Triangle
A simple matching approach to the geometries selection of dies and to the conditioning, before the purchase of a biomass pellet machine:
- Lignin axis – works above 20% native lignin standard compression ratio (1:5 to 1:7), below 18% consider steam conditioning or starch binder addition.
- Silica axis – the standard die set with a high SiO fraction and vacuum- hardened– justified above 5% ash, with below 2% being more economic using standard alloy.
- Throughput axis is reasonable for continuous ring die geometry above 1 t/h and flat die for batch operation below 500 kg/h.
Most plant audits we have done find failure on one axis rather than all three.
Before asking for a quote, test your feedstock samples through this triangle. TCPEL’s feedstock-to-die quick check program adds in two more inputs (moisture and particle size).
The Complete Pellet Production Workflow: From Raw Biomass to Bagged Pellets
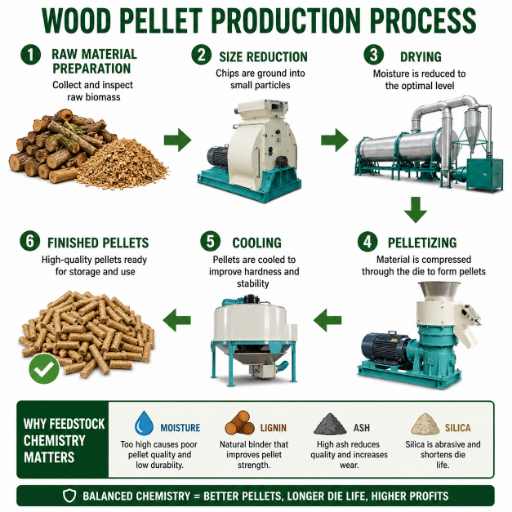
A completed, bagged biomass pellet emerged after six separate process stages, each with one or two CCPs (critical control points). Operators who know this chain of events resolve quality issues in a matter of minutes; those that regard the mill as a black box resolve nothing.
- Chipping and pre-sizing- Drum or disc chippers grid logwood wood to about 8-12mm chips. Control variable: knife sharpening (fines fraction).
- Hammer milling step – Coarse chips are ground to 3-5 mm. particle size out of the Hammer Milling must be less than the die channel diameter otherwise the press choke.
- Drying stage – Rotary drum or pipe driers bring the moisture out of 40-55% incoming biomass down to 10-12%. Moisture out put is the single most controlled variable in a pellet plant. Too dry, and the Lignin can’t soften enough to bind; too wet, and steam blows the pellets apart at the die exit.
- Conditioning – Just prior to the die, dry biomass is introduced to saturated 80–90 °C. steam. This pre-heats the Lignin as well as standardising the temperature, which is the difference between an ENplus A1 mill and a work-shop unit hit A1 once and A2 the next batch.
- Pelletising – The conditioned biomass is one by one forcibly loaded through the die under 200-400 MPs. Friction heat in the die channel brings the Lignin to its softening point. Die temperature should be observed at 80–95 °C, over 110 °C implies the pellets are coming out scorched, or moisture conditioning drying room is dry.
- Cooling, screening and packing – The die exited pellets are at 80–95 °C and must be cooled off in a counter flow cooler to within 5 °C of current temperature before screening and bagging. Short circuits or walk-off through the cooler result in pellets absorbing moisture from the environment in storage and collapsing later.
📐 Engineering Note
Counter flow coolers use relatively cool room air into the direction contrary to that of the pellets. Hottest pellets meet the coolest exterior air when entering to cool at the top of the cooler bed and exit pre cooled at the bottom. This counter flow arrangement is approximately double the energy efficiency of the cross flow coolers and the common reason that almost every industrial standard pellet mill refers to the counter flow design rather than cross.
Inevitably, whatever the world-wide commercial pellet industry calls the highest standards: the number one recurring problem is operators bypassing the cooler during plant setup when pressure rises. Hot stored pellets draw moisture out into the cooler environment arriving at the customer with double the fines. Residence time of the heat in the cooler is essential, not optional, regardless the cool room capacity.
See the TCPEL industrial biomass pellet manufacturing page for the same equipment layout for a large pellet mill more focused on the selection of the machine and support services such as stock feed.
Biomass Pellet Quality Standards: ENplus A1/A2/B, DIN+, and ISO 17225 Decoded
Three sets of quality standards dominate the frame of conversation: ENplus (Bioenergy Europe), DIN+ (the older German set of standards largely over taken by ENplus) and the EN ISO 17225-2 technical standard. ENplus and DIN+ certify finished pellet quality and not the machine at the plant that produces them, but the setup for the pelletising machine and the adjustments made to the feedstock are simply two of a sequence of controls that make finished quality achievable .
ENplus recognises three levels of finished pellet quality. Each standard reduces the limits of the same physical parameters.
| Parameter | ENplus A1 | ENplus A2 | ENplus B |
|---|---|---|---|
| Moisture (M) | ≤ 10% | ≤ 10% | ≤ 10% |
| Ash (A) | ≤ 0.7% | ≤ 1.2% | ≤ 2.0% |
| Mechanical durability (DU) | ≥ 97.5% | ≥ 97.5% | ≥ 96.5% |
| Fines at delivery (F) | ≤ 1.0% | ≤ 1.0% | ≤ 1.0% |
| Net calorific value (Q) | ≥ 16.5 MJ/kg | ≥ 16.5 MJ/kg | ≥ 16.5 MJ/kg |
| Chlorine (Cl) | ≤ 0.02% | ≤ 0.02% | ≤ 0.03% |
| Sulfur (S) | ≤ 0.04% | ≤ 0.05% | ≤ 0.05% |
| Nitrogen (N) | ≤ 0.3% | ≤ 0.5% | ≤ 1.0% |
This translates into A1 being the premium residential pellet standard where boilers and fireplace stoves laid out as single-family houses can be sized accordingly without break down. A2 can be found in small commercial developments with marginally higher acceptable ash and nitrogen quantities. B standard pellets go to industrial sized units.
Two operator notes:
- Some certification schemes require a harsher durability number than ENplus A1, and DIN+ is still needed for certain older distribution contracts in Germany and Austria. Clarify your end customer’s requirements before assuming ENplus A1 is enough.
- Standing behind the certification schemes, EN ISO 17225-2 provides the actual test procedures and the broader graded wood-pellet categorisation. ENplus and DIN+ are conformity schemes; ISO 17225 -2 is the reference document.
Authoritative full text and the current certification scheme are published at the ENplus quality scheme page.
Pellet Density, Durability and Calorific Value: What Buyers Actually Test

None of the ENplus figures above mean anything without standardised test procedures. Customers conducting quality-control sampling – or requesting a Mill Test Certificate from a pellet producer – should expect four core laboratory analyses, each with its own ISO or CEN method.
| Test | Standard | ENplus A1 pass threshold | What typically fails it |
|---|---|---|---|
| Mechanical durability (PDI) | ISO 17831-1 | ≥ 97.5% | Insufficient lignin, dry conditioning, undercured pellets |
| Bulk density | EN ISO 17828 | ≥ 600 kg/m³ | Low compression ratio, oversize fines |
| Net calorific value | EN ISO 18125 (replaces EN 14918) | ≥ 16.5 MJ/kg | Moisture above 10%, contamination with bark or soil |
| Fines content | EN ISO 18846 | ≤ 1.0% at delivery | Inadequate cooling, rough handling, undersized screen |
How the PDI Test Actually Works
Of the four, the PDI test is the one most likely to catch first-time buyers out. ISO 17831-1 procedure takes a 500 g pellet sample, puts it into a rotating drum (called a “tumbling box”), runs it at 50 rpm for 10 minutes, then sieves the outcome. Mechanical durability index is the proportion of pellets that survived the drum tumble unbroken. Anything below 97.5% fails ENplus A1; in workshop-grade production durability figures of 92-95% are common if conditioning is omitted.
Bulk density, calorific value and fines tests are physically straightforward but require calibrated equipment the right pellet durability tester alone runs €4,000–€7,000 for a CE-marked unit. Most small suppliers outsource the testing to a local fuel quality laboratory, which is also how an ENplus scheme-of-custody can be established.
An 80/20 rule of pellet quality: Pellet quality is determined about 80% by feedstock chemistry and conditioning, and only 20% by the pellet machine. Nearly every failed plant audit we have read inverts this ratio – they blame the mill when the lignin budget or the moisture level was wrong.
Throughput and Capacity Planning: Sizing Your Pellet Mill to Market Demand
Pellet plants tend to fail more often for being the wrong size than for being technically broken. Proper sizing involves justifying a target feed rate against three measures: how much feedstock you can obtain within 50-100 km radius of the plant, how much pellet your off-take arrangements or local heating market will burn up, and how much demand fluctuates between heating season and shoulder months.
Capacity Tier Sizing Frame
| Workshop scale | 100–900 kg/h. Annual output 200–2,000 t. Best when selling locally to heating customers within 100 km — freight overhead defeats any larger plant in that radius. |
| Mid-industrial | 1–4 t/h. Annual output 6,000–25,000 t. Common configuration for regional B2B distributors and small ENplus-certified producers. |
| Full plant | 5–20 t/h. Annual output 30,000–140,000 t. Export-grade, almost always ENplus A1, with off-take contracts negotiated before commissioning. |
Is Biomass Pellet Manufacturing Profitable?
Profitability, not the biomass pellet machine choice, is driven by three variables: the dominating cost of feedstock (in-shop saw dust for a sawmill operator makes him competitive versus everyone in the region), the pellet selling price (Northern European premium ENplus A1 commonly sells at €280–€340/t while bulk industrial pellets are €180–€220/t) and the electricity tariff (since a typical mill demands 80-140 kWh/ton total line energy). Local workshop plants selling to end-user heating customers tend to show 12-24 month paybacks because they carve out freight and certification overhead costs. Mid-industrial plants generally pay back within 24-48 months. Export-oriented ENplus A1 plants often show longer but higher magnitude paybacks (36-60 months). A fair response to “is it profitable?” is that it depends on feedstock, off-take and energy price input combinations, not technology performance.
For a project-level view across CapEx, energy, wearing parts, labor and maintenance, the TCPEL 5-year pellet plant TCO calculator guides on aggregate line-item budget ranges for the three capacity tiers above.
How Much Does a Biomass Pellet Machine Cost? Cost Drivers Explained

Quotes for industrial biomass pellet machines are frankly hard to come by and are always a configuration, not a sticker. This is because there are six factors that influence the FOB number, and similar configuration quotes can vary 2X between suppliers. Once the factors are understood, estimating budget level numbers to 30% accuracy is easy.
How Much Does a Biomass Pellet Machine Cost?
FOB China prices for a biomass pellet machine commonly range from $8,000 to $25,000 for workshop engines (100-900 kg/h), $35,000 to $180,000 for mid-industrial production lines (1-4 t/h), and $250,000 to $1.8 million for a pellet production line (5-20 t/h, including wood drying, milling, cooling, packaging). Tier-1 OEM European equipment prices are usually 2-4X Chinese FOB prices, primarily due to labour expense, depth of automation and certification scope. Biggest source of variability is scope: a standalone pellet mill is one price band, a full turnkey pellet line that includes chipper, kiln, screener, mills, pellet cooler and packer is 2.5-4X more expensive.
Six Cost Drivers — In Order of Impact
- Capacity tier (individual workshop / mid-industrial / full plant) – each increasing is a 4-8 X capital step.
- Line scope (single pellet mill or fully integrated line including kiln) – adds 2.5-4X to mill only price.
- Die geometry (ring die more costly than flat die for same throughput but 2X the service life makes it worth it).
- Level of automation (manual roller-gap control vs hydraulic roller adjustment vs SCADA linkages) – adds on the order of 8-15%/X.
- Materials package (standard alloy die set vs vacuum-hardened high-silica alloy) – 20-30% premium on die tools.
- Certification and documentation package (CE + ISO compliance; EAC and in-plant commissioning costs build additional line-item premium.)
For a configuration matched to a specific capacity and feedstock, the TCPEL pellet plant investment tier matcher sketches the cost band before any quote is issued. To request a written quotation, contact an industrial biomass pellet machine manufacturer directly with feedstock, capacity and destination port.
Can You Make Your Own Biomass Pellets? Workshop versus Industrial Realities
The best honest answer is “you can, but probably not at the quality or tonnage you imagine.” A workshop-scale flat-die pellet press can reliably produce at 100-900kg/h, at a few thousand dollars and with reasonably good pellets for in-house temperature, animal bedding, or farm heat. But it cannot produce ENplus-quality pellets, nor can it reliably hit a 97.5% durability number because it is not installed to achieve those three conditions: pre-conditioning with steam, controlled drying, and a counter-flow cooler.
✔ Workshop scale fits
- On-farm pellet production for own use
- Animal bedding from local sawmill sawdust
- Local sales within ~50 km radius
- Pilot batches before scaling up
⚠ Workshop scale does not fit
- Any ENplus-certified pellet contract
- Export-market wood pellet supply
- Continuous 24/7 operation requirements
- Off-take volumes above ~2,000 t/year
⚠ Top three DIY failure modes
Activated workshop mistakes according to site operators: 1) feed stock moisture en route die over 18% – steam breaks the pellet apart at the channel exit; 2) compression ratio mismatch between feedstock and die – loose pellets fall apart; 3) skipped or undersized cooler – pellets pick up atmospheric moisture in storage and show up at the end user broken.
Biomass Pellet Industry Outlook 2026: EU ETS, Asia Demand and Sustainability Drivers
Three forces drive the biomass pellet market and wider renewable energy transition through 2026-8, and each one has a different time horizon and a different decision implication for any equipment buyer now.
EU policy and coal phase-out
Europe’s coal phase-out timelines are not uniform. Britain retired its last coal plant in 2024, with Germany expected to do so between 2030 and 2038, with Spain and Portugal towards the middle of the decade. EU Brussels-led East coal regions will centre biomass pellets during the transition to Industrial Heat.
Asia and structural demand
Both South Korea and Japan operate cofiring mandates for existing coal power plants – a 60% coal / 40% pellet blend, based on information from Biomass Magazine, can reduce the coal-determined plant emissions output significantly without changing the boiler. Meanwhile, Vietnam and Malaysia are scaling up EFB exports to fulfill buyers’ orders.
Market size and EU shortfall
Between 2010 and 2025, the global market for wood pellets hovered around US $12 billion, and between 2025 and 2035, shows projected growth to US $31 billion (roughly a 10% compound annual growth rate as measured by various industry trackers.) Based on USDA, net EU 2025 production of 20.5 million tonnes and consumption of 23.5 million tonnes, a 3 million tonne net structural deficit with the US and Canadian exports bridged through imports is apparent.
What it means for a mill purchasing 2026 equipment, the demand picture in all three markets remains positive. That 3 Mt EU shortfall is not likely to close before 2028, keep prices for premium ENplus A1 pellets continually high through the next heating season. If planning for 2026 commissioning, a mid-industrial ENplus-producing mill (1-4 t/h ring die with full cooling and conditioning) will have the most Payback balance. If sizing for coaxing off the exporters into East Asia, durability and bulk density have greater margin than ash percentage – A2 and bulk grades have potential for faster up-curve than A1.
Frequently Asked Questions

Q: What is the difference between ring die and flat die pellet machines?
View Answer
The ring die machine is in the form of a vertical or horizontal cylinder of die channels surrounded by stationary rollers. These operate continuously and at high capacity (typically 500 kg/h 4 t/h per machine, die life of 1,800-2,400 hours on softwood). Flat die machines force the biomass through the die horizontally, with the rollers running on top to push downward.
They operate at a much lower throughput (50-900 kg/h) and shorter die life (800-1,200 hours), but are priced to cost only a fraction of a ring die at a similar capacity.8In terms of economics, ring die wins when operation exceeds 1 t/h continuously, flat die has its place below that.
Q: What feedstocks can a biomass pellet machine process?
View Answer
Sawdust, wood chips, hardwood and softwood scrap, wheat and corn straw, rice husk, sugarcane bagasse, palm kernel shell, palm EFB fibre, alfalfa, cotton stalk and grass biomass are compatible feeds. In each case, the correct compression ratio, conditioning regime and sometimes die alloy need identifying. Where appropriate, mixed feedstocks can be run through a vertical ring die, though pre-treatment and uniform particle size can be difficult.
Q: Do biomass pellet machines meet ENplus certification requirements?
View Answer
The ENplus surely certifies the pellet itself, not the machine. That is to say that a ring-die mill with steam conditioning and counter-flow cooling is the bare minimum output to design an ENplus A1 grade batch (water content 10%, ash content 0.7% and mechanical durability 97.5%) run. Flat-die workshop mills without conditioning usually cannot keep A1 continuous.
Q: What is the typical payback period for a pellet mill investment?
View Answer
Workshop-scale local-supply operations commonly recoup capital in 12-24 months with in-house feedstock and short freight distances. Mid-industrial 1-4 t/h plants peaking at regional B2B markets tend to be repaid in 24-48 months. Export focused ENplus A1 plants focusing on the Northern Europe recoup in 36-60 month time period (higher absolute return) and longer.
Local feedstock cost, pellet selling price and also electricity tariff influences every scenario.
Q: Why are my pellets crumbling or breaking apart?
View Answer
Pellet crumbling is almost always three things—moisture coming in outside the 10-15% range, compression ratio out of the previous table with the feedstock, or pellets packed hot without counter-flow cooling. Correct moisture out—most-controllable parameter—compare the die compression ratio to the feedstock chemistry table, then examine the cooler on time/air temperature before troubleshooting other issues.
Q: What is the difference between biomass pellets and wood pellets?
View Answer
“Wood pellets” is a biomass pellets sub-category that uses only ligno-cellulosic woody material i.e. sawdust and wood chips etc., is the only sub-category that can be ENplus-certified. “Biomass pellets” is a wider umbrella under which you find the sub-category of wood, agri-residues (straw, husk, EFB) and energy crops.Typically the ash content, calorific value and chlorine level increased as you go from the “pure” wood pellet towards agri-residue pellets and thus boilers are built to run on one or the other, not both.
Q: How long will a 40-lb bag of wood pellets burn?
View Answer
A standard medium-output home pellet stove will burn through a 40-lb (18kg) bag in about 16-24 hours of continuous operation. Runtime will vary from stove to stove and according to the set output level and the calorific value of the pellets—as an example, high-quality ENplus A1 pellets at 16.5MJ/kg net have about 4MJ/kg net more energy than B-grade industrial pellets, and will carry out a little longer. (Here, this is a question for the residential consumer; if calculating for industrial cofiring or district heating, it is much more relevant for a tonne basis rather than a bag.)
Ready to Specify Your Biomass Pellet Machine?
Provide feed-stock specifications, desired capacity and destination port and the engineering team at TPCEL provides a cost estimate and process design back to you in one business day
About This Engineering Guide
This content was authored by the TCPEL engineering team and directly cites the latest EN ISO 17225-2 wood-pellet classification, ISO 17831-1 mechanical durability test, and the ENplus quality scheme, rather than plagiarize manufacturer marketing claims. Pellet quality level signals are cited from the latest ENplus reference table published. When cited that field-operating data was provided by the supporting industry report or forum, it is linked inline. TCPEL has exported biomass pellet machinery to over 60 countries since 2020, and the quoted operating ranges are based on that installed-base experience in addition to published industry references.
References & Sources
- ENplus Quality Scheme — Bioenergy Europe
- ISO 17831-1:2015 — Mechanical durability of pellets — International Organization for Standardization
- Evaluation of Biomass Softwood Composites: Structural Features — MDPI Forests, 2025
- Structural Characteristics of Lignin from Rice Husks — PMC, National Library of Medicine
- Biomass Pelleting Process Overview — ANDRITZ Feed & Biofuel
- EU Wood Pellet Market to Grow in 2025 — Argus Media / USDA
- Europe’s Coal Regions in Transition — European Commission DG Energy
- Evaluating Growing Markets — Cofiring Coal with Wood Pellets — Biomass Magazine
- Health and Safety Aspects of Solid Biomass Storage, Transportation and Feeding — IEA Bioenergy
Related Articles
- Biomass Pellet Machine Manufacturer — Industrial Pellet Mills 0.5–20 t/h — TCPEL solutions page for buyers ready to specify a configuration.
- 5-Year Pellet Plant TCO Calculator — Capital, energy, wear parts, labour, and maintenance modelled across capacity tiers.
- 5-Signal Feedstock-to-Die Quick Check — Pre-quote feedstock and die-life estimator.
- Pellet Plant Investment Tier Matcher — Match budget and capacity goal to workshop, mid-industrial, or full-plant configuration.