Get in Touch with TCPEL
The Pellet Cooler Engineering Guide: Cooling, Durability & Storage Safety
A pellet cooler is the unit operation that turns hot, fragile, freshly pressed pellets into stable product you can screen, bag, store and ship without losing quality. Pellets leave the pellet mill at roughly 70–100 °C and several points above their equilibrium moisture, and what happens in the next few minutes decides their durability, their storage safety, and how much saleable weight you keep. This guide explains how cooling works, why it governs pellet quality, the storage hazard most buyers underestimate, and a structured way to size and run the equipment. If you already know your throughput and just need machine options, see TCPEL’s counterflow pellet cooler models and pricing.
Quick Specs: Pellet Cooling at a Glance
| Pellet temp leaving the mill | ~70–100 °C (die/pelletization range) |
| Target after cooling | Within ~5 °C and ~0.5% moisture of ambient equilibrium |
| Cooling air rule of thumb | ≈ 400 CFM of air per ton/hour of pellets |
| Durability standard | PDI per ASABE S269.4 tumbling-can; ENplus ≥97.5–98% |
| Main failure modes | Warm pellets, high fines, mold, self-heating in storage |
What a Pellet Cooler Does — and Why Hot Pellets Are a Problem

What Is a Pellet Cooler?
A pellet cooler is a piece of equipment that draws ambient air through a moving bed of freshly pressed pellets to remove process heat and surface moisture before the product moves to screening, packing or storage. It sits immediately after the pellet mill in a complete pellet production line and is the last processing step that materially changes pellet quality.
Fresh pellets are a problem for three linked reasons. They are hot, so they will sweat and re-absorb moisture if bagged immediately. They are still plasticized, so the binders and natural lignin that hold them together have not fully set. And they are soft, so any handling at this stage shears off the surface as fines. Cooling addresses all three at once: it extracts heat by convection and removes water by evaporation, and as the pellet cools the liquid phase in the matrix stiffens into solid bridges that give the pellet its final strength.
According to the late Kansas State University Feed Science analysis of pellet cooler functions, cooling is a dynamic process of simultaneous heat and mass transfer. It is part evaporative — water leaving the pellet, which both dries and cools it — and part convective, as heat moves from the pellet surface into the air. That dual mechanism is why air volume, air humidity and pellet bed depth all matter, not just “how cold the air is.”
💡 Key takeaway
The cooler is not a “nice to have” finishing touch. It is the unit operation that converts a hot, half-set extrudate into a durable, storable product — and, as the safety section below shows, into a product that will not self-heat in a silo.
How Counterflow Cooling Actually Works

What Is the Process of Pellet Cooling?
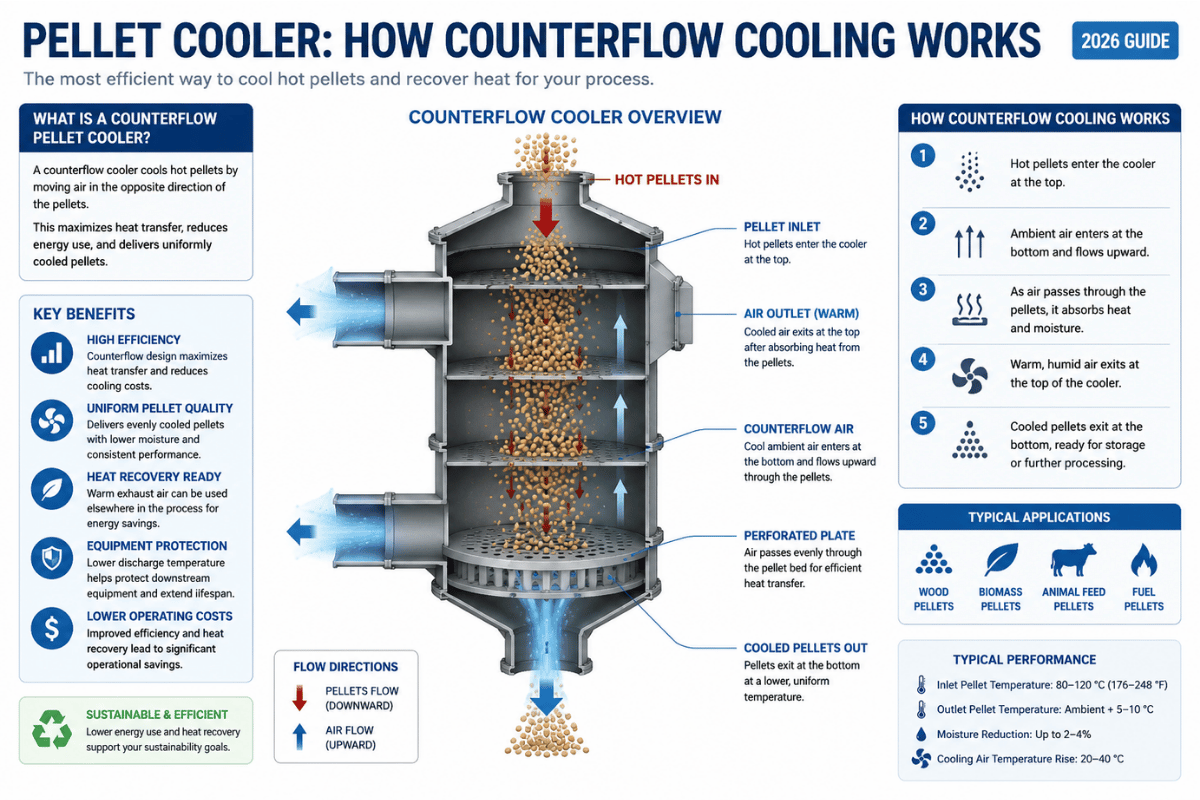
In a counterflow pellet cooler, hot pellets enter at the top and form a bed that descends slowly, while a fan pulls cool ambient air upward through that bed. Coolest, driest air meets the nearly finished pellets at the bottom, while the most saturated air leaves at the top where the hottest pellets just entered. This opposed movement of pellets and air is the defining feature of a counterflow pellet cooler. It keeps a temperature and humidity gradient across the whole bed instead of only chilling the surface layer — which is why counterflow is the dominant design for biomass and feed pellet cooling.
A discharge mechanism at the base — typically a reciprocating grid or a rotary discharge valve — holds the bed and releases cooled pellets at a rate slightly above the feed rate so bed depth stays stable. Air leaving the top carries heat, moisture and fines into a cyclone, where particles drop out through a rotary air lock and the cleaned air passes to the fan and out. That air lock is essential: it lets fines fall out under the cyclone’s negative pressure while preventing false air from breaking the vacuum.
Performance is governed by a defined set of variables, not by a single setting. Kansas State University feed-science guidance lists them explicitly: airflow rate, feed bed depth and its uniformity, air and pellet inlet temperature, relative humidity, pellet size and density, moisture content, pellet quality, and the time the product spends in the cooler. Bed-depth uniformity matters more than most operators expect: air follows the path of least resistance, so an uneven bed means part of the product is over-cooled while a thicker zone leaves the cooler still warm.
“Regardless of the cooler type — horizontal, vertical or counter-flow — it is very important that the bed depth be uniform where air passes through the product to keep the air flowing equally through all the product.”
📐 Engineering Note
Because the cooler runs under negative pressure, every gap upstream of the fan steals airflow from the bed. Air leakage just ahead of the fan is a classic, under-diagnosed cause of warm discharge — the fan curve looks fine but the pellets are not getting the rated air. Inspect duct joints, the cyclone air lock and inspection doors before you touch fan speed.
Why Cooling Decides Pellet Quality: Durability, Moisture and PDI

Pellet durability is measured, not asserted. Its standard method is the tumbling-can test defined by ASABE S269.4: a 500 g sample is tumbled for 10 minutes at 50 rpm, then sieved on a screen about 0.8 times the pellet diameter, with two replications averaged. Pellet Durability Index (PDI) is simply the percentage of mass retained — intact pellets — after that abuse. Premium specifications are demanding: the European ENplus and ASABE durability research sets mechanical durability at ≥98% for ENplus A1 and ≥97.5% for A2/B grades, with fines below 3.15 mm capped at ≤1%.
Here is the part competitors skip: cooling is not just a temperature step, it is a strength-building step. As a pellet cools, liquid components in the matrix increase in viscosity and freeze into solid bridges between particles while the natural binders set — that physical change is what gives the pellet its final mechanical strength. Research compiled in the Pellet Fuels Institute durability literature records compressive resistance rising from 78.5 N to 131.4 N purely from additional curing as pellets cooled, so a pellet physically gets stronger in the cooler and in the hours after. Skip or starve the cooler and you are not shipping a slightly warm pellet; you are shipping a structurally weaker one that arrives as 30% breakage after transport in documented cases.
Moisture is the twin variable. Pellets must be brought close to equilibrium — practitioner and academic sources put the target at within roughly 5 °C and 0.5% of ambient equilibrium moisture, with optimal densification moisture for woody biomass generally in the 6–12% band. But there is a cost ceiling that no equipment brochure mentions: over-cooling and over-drying strip out water you were paid for. Remove more moisture than the spec requires and you have converted saleable mass into exhaust air. Cooling is therefore a balancing act, not a “colder and drier is always better” setting.
The cooling–durability–weight balance
- Under-cool → soft pellets, high fines, mold risk, low PDI.
- Cool correctly → solid bridges set, PDI to spec, moisture on target.
- Over-cool / over-dry → brittle pellets and lost selling weight.
- Cool too fast → thermal/moisture shock cracks the pellet surface.
The Overlooked Risk: Off-Gassing, Self-Heating and Storage-Fire Safety

This is the section most buyers have never been shown, and it reframes what the cooler is for. A pellet cooler is not only a quality device — it is part of your storage-safety system. Freshly produced wood pellets undergo chemical oxidation of unsaturated fatty acids, and that reaction both releases gas and generates heat. In confined storage and bulk transport this is not theoretical: a doctoral study at Karlstad University documented industrial pellet piles self-heating roughly 50 °C, reaching 70–80 °C, and recorded eight wood-pellet fire incidents from self-heating and spontaneous ignition in Sweden between 2004 and 2012.
The gas side is just as serious. Stored wood pellets emit carbon monoxide, carbon dioxide and methane; research indexed by the U.S. National Library of Medicine shows ocean transport of wood pellets in confined spaces can rapidly produce lethal CO levels and an oxygen-deficient atmosphere, and Occupational Medicine documented CO poisoning in wood-pellet storerooms from chemical degradation even at room temperature. ACS Energy & Fuels and a national government safety authority alert on toxic CO from wood pellets reinforce that this has caused fatalities.
Now the honest nuance — and it is an Information Gain point, because almost no supplier states it. Cooling is not a complete cure for off-gassing. Documented mitigations are mostly feedstock-side: high-temperature steam drying of the raw material, ageing sawdust 6–12 months before pelletizing, and reducing unsaturated fatty-acid content. What the cooler does is remove the residual process heat that would otherwise accelerate the oxidation reaction and feed self-heating in the silo. So the accurate claim is: a correctly sized cooler is necessary but not sufficient for storage safety. Treating it as the whole answer is exactly the mistake that ends in a hot silo.
⚠️ Important
Pellets that leave the cooler still warm carry process heat straight into the silo, where it adds to the heat from fatty-acid oxidation. That makes the cooler a first line of defense against self-heating — but pair it with monitored, ventilated storage and CO controls. Never enter a pellet store or sealed transport hold without atmosphere testing.
Counterflow vs Horizontal Pellet Coolers: Which Fits Your Line?
What Is the Difference Between a Counterflow and Horizontal Pellet Cooler?
Both designs do the same job — pull air through a pellet bed — but they manage the bed differently, and that changes footprint, cleaning and how you tune them. A counterflow cooler holds a vertical column and uses gravity plus a discharge grid; a horizontal cooler carries pellets on a perforated belt or deck and blows air through a shallower moving layer.
| Factor | Counterflow Cooler | Horizontal / Belt Cooler |
|---|---|---|
| Footprint | Small floor area, needs vertical height | Long floor run, low headroom |
| Core tuning variable | Bed depth + discharge rate | Belt speed + layer thickness |
| Typical capacity fit | ~0.5–10+ T/H, broad range | Often chosen where layout favors belt travel |
| Cleaning / changeover | Empty the column; check grid & air lock | More belt/deck surfaces and spares |
| Best when | Space is tight, throughput varies, one product family | Floor is long & low, frequent product changeovers |
✔ Counterflow advantages
- Compact footprint for the capacity
- Deep bed = strong temperature gradient
- Fewer moving wear surfaces
⚠ Counterflow limitations
- Needs vertical clearance above the line
- Uneven bed = uneven cooling
- Discharge timing must be tuned to feed rate
Cooling Wood, Feed and Biomass Pellets: What Actually Changes

Counterflow physics is identical across materials, but the operating window is not. Animal-feed pellets carry starch and added fat; fat lowers durability and changes how moisture and heat move, so feed lines often run a longer dwell and watch outlet temperature closely to avoid mold downstream. Wood and biomass pellets are denser and more abrasive, generate more fines, and are the products that drive the storage-safety concerns above because of their fatty-acid chemistry. Aqua feed and fine grain meals behave differently again because particle size shifts the airflow resistance of the bed.
Practical rule: the machine does not change, but the recipe of bed depth, air volume and dwell time does. A cooler sized only on “tons per hour” without stating material, inlet temperature, inlet moisture and pellet diameter is sized on a guess. This is also why a single line running multiple products needs its cooling parameters re-checked per product, not set once. For multi-product biomass plants, our companion biomass pellet machine engineering guide covers how the upstream mill choice interacts with these cooling demands.
How to Size a Pellet Cooler for Your Line: The 5-Parameter Cooling Fit Check
Most undersized coolers were never actually sized — they were ordered by capacity number alone. Use this five-parameter check before you request any quote. It is built from the Kansas State University sizing method, where required air volume drives everything: a worked example cools 25 T/H using about 400 CFM per ton, i.e. 10,000 CFM, and the air velocity through the cooler and ductwork follows the relationship Q = V × A (air quantity = velocity × cross-sectional area), with duct velocity held at roughly 3,200–4,000 fpm to keep fines moving and avoid condensation.
| # | Parameter to send the supplier | Why it changes cooler selection |
|---|---|---|
| 1 | Throughput & peak rate (T/H) | Sets base air volume (~400 CFM/ton) and bed area |
| 2 | Material & pellet diameter | Density and size set bed resistance and dwell time |
| 3 | Inlet temperature & moisture | Defines the heat/moisture load to remove |
| 4 | Ambient air temp & relative humidity | Humid climates cut evaporative cooling capacity |
| 5 | Downstream height & packing route | Sets discharge height, fines handling, dust plan |
Run those five and you will know whether you need a standard unit or a longer-dwell configuration before a salesperson does. When you are ready to match the numbers to actual machines, capacities and FOB pricing, TCPEL’s SKLN counterflow pellet cooler range publishes a 0.5–10 T/H model table you can map these parameters against.
Common Pellet Cooling Problems and How to Diagnose Them
Most cooling complaints trace back to a short list of causes. Field practitioners and feed-mill troubleshooting guidance converge on the same patterns, summarized below as symptom → likely cause → first check.
| Symptom | Likely cause | First check |
|---|---|---|
| Pellets warm at discharge | Air leakage before fan; bed too deep | Duct joints, air lock, bed depth setting |
| High fines after cooler | Over-dry / brittle pellets, rough discharge | Moisture target, discharge rate vs feed rate |
| Uneven cooling across batch | Non-uniform bed depth | Leveling, inlet spreader, bed sensors |
| Mold / flowability issues in storage | Inadequate cooling, residual moisture | Outlet temp & moisture vs equilibrium |
| Condensation in ductwork | Warm moist air cooling in uninsulated duct | Duct insulation, velocity below ~4,000 fpm |
A recurring field mistake reported by feed-mill engineers is chasing a low moisture number by over-running the cooler: the pellets go brittle, fines climb, and saleable weight quietly disappears — the operator “fixed” a moisture reading and created two more expensive problems. The other classic is treating warm discharge as a fan problem when it is almost always a false-air problem upstream of the fan.
Maintenance and Inspection That Extends Cooler Life

A counterflow cooler has few moving parts, but the parts that move — the discharge mechanism, the rotary air lock and the fan — define its reliability. A workable routine:
- ✔ Keep the pellet bed level and uniform every shift — it is the single biggest lever on cooling consistency.
- ✔ Inspect duct joints, doors and the cyclone air lock for false-air leaks on a fixed interval.
- ✔ Clear fines build-up from the cyclone and ducts before it chokes airflow.
- ✔ Confirm duct insulation is intact to prevent condensation and corrosion.
- ✔ Sample PDI and outlet temperature/moisture on a schedule — and standardize when you sample, since durability readings shift as pellets cure.
That last point is a quiet QC trap. Durability measured immediately after the cooler can differ from the same pellets tested an hour later because curing continues after discharge. If one shift samples at the cooler outlet and another samples from the bag, they are not measuring the same thing — fix the sampling point before you argue about the numbers.
Where Pellet Cooling Is Heading (2026 Outlook)
Three shifts are worth planning around. First, demand scale: the 2026 Global Pellet Markets Report projects industrial wood-pellet demand approaching 50 million tonnes, which pushes new lines toward higher hourly capacities. Cooling is the step that most often becomes the hidden bottleneck when a line is uprated without resizing the cooler.
Second, design diversification: peer-reviewed work such as the spiral vibration cooler study in Processes shows continuous vibration-based cooling being evaluated as an alternative to the classic counterflow column for some biomass duties. That is not a replacement, but it signals the “one design fits all” era is ending. Third, standards and safety: ENplus durability and fines limits keep tightening, and storage off-gassing/self-heating is moving from niche concern to procurement requirement. If you are specifying a line for 2026 and beyond, write the cooler’s outlet temperature, moisture and the storage-safety chain into the RFQ — do not leave them as assumptions.
Frequently Asked Questions

Q: How cool should pellets be before storage or packing?
View Answer
Bring them to within roughly 5 °C and about 0.5% moisture of the ambient equilibrium before they reach storage or the bagging line. Push colder and drier than that and you simply burn fan energy and strip out water you were paid for; stop short of it and the residual heat and moisture carry straight into the silo, where they go on to drive mold, fines and self-heating later.
Q: What are the common types of pellet coolers?
View Answer
Three dominate: the counterflow (vertical column) cooler, the horizontal or belt cooler, and newer vibration or continuous coolers. Counterflow is the default for biomass and feed lines.
Q: How is pellet durability (PDI) tested?
View Answer
Durability is measured, not claimed. The reference method is the ASABE S269.4 tumbling-can test: a 500 g sample tumbles for 10 minutes at 50 rpm, the sample is sieved on a screen about 0.8 times the pellet diameter, and the percentage of intact mass retained — averaged over two replications — is the Pellet Durability Index. Premium specifications are strict: ENplus A1 demands ≥98% and A2/B grades ≥97.5%, with fines held below 1%.
Q: Can one pellet cooler handle both wood and feed pellets?
View Answer
Mechanically yes — the counterflow principle is identical. But fat in feed pellets and the higher density of wood pellets shift bed depth, air volume and dwell time, so re-check the parameters for each product.
Q: What are the common problems with pellet coolers?
View Answer
Warm pellets at discharge (usually false air before the fan, not the fan itself), high fines from over-drying, uneven cooling from a non-uniform bed, mold from inadequate cooling, and ductwork condensation when air velocity or insulation is insufficient.
Q: Does cooling stop wood pellets from off-gassing?
View Answer
No — and saying so plainly is itself a trust signal. Cooling removes the residual process heat that would otherwise accelerate self-heating in the silo, so it is necessary; but the documented primary mitigations for off-gassing are feedstock-side — high-temperature steam drying of the raw material, ageing sawdust for six to twelve months before pelletizing, and reducing unsaturated fatty-acid content. Treat a correctly sized cooler as one essential layer of storage safety, working alongside ventilation, gas monitoring and confined-space controls — never as the entire answer.
Sizing a cooler for a specific line?
Run the 5-Parameter Cooling Fit Check above, then match it to real capacities and pricing.
How This Guide Was Researched
The cooling mechanics and sizing math here are drawn from Kansas State University feed-science engineering analysis; the durability figures from ASABE S269.4 and Pellet Fuels Institute durability research; and the storage-safety section from peer-reviewed off-gassing and self-heating studies, including a 2024 Karlstad University doctoral thesis. Where the evidence is incomplete — for example, that cooling alone does not eliminate off-gassing — this guide says so rather than overstating the cooler’s role.
References & Sources
- Pellet Cooler Functions — Fred Fairchild, P.E., Feed Science Professor Emeritus, Kansas State University (World Grain)
- Pelleting — Quality Feed Manufacturing Guide — Kansas State University Grain & Food Science
- Factors Affecting Wood Pellet Durability — Pellet Fuels Institute industry data (ASABE S269.4 / ENplus)
- Mitigating Off-Gassing and Self-Heating in Fuel Wood Pellets Storage — Karlstad University doctoral thesis (DiVA)
- Hazardous Off-Gassing of Carbon Monoxide and Oxygen Depletion — U.S. National Library of Medicine (PMC)
- Carbon Monoxide Poisoning in Wood Pellet Storerooms — Occupational Medicine, Oxford Academic
- Exposures to Carbon Monoxide from Off-Gassing of Bulk Stored Wood Pellets — ACS Energy & Fuels
- Safety Alert — Wood Pellets: Toxic Carbon Monoxide Poisoning — Health and Safety Authority (Ireland)
- Spiral Vibration Cooler for Continual Cooling of Biomass Pellets — Processes (MDPI)
- 2026 Global Pellet Markets Report — Canadian Biomass Magazine
Related Articles
- SKLN counterflow pellet cooler models, capacity and pricing — match the 5-parameter check to real machines
- Biomass pellet machine: complete engineering guide — how the upstream mill drives cooling load
- Small pellet machine for home use: buyer’s guide — cooling considerations for small-scale lines
- Request a counterflow cooler sizing review — send the five parameters for a scoped quote