Get in Touch with TCPEL
A pellet production line is the integrated chain of machines that turns loose biomass — sawdust, wood chips, shavings, bark and straw — into dense, uniform wood pellets for fuel. It is not a single machine. Six stages work in sequence, and the line only runs as well as the weakest one. This guide walks through each stage of pellets production, the numbers that decide pellet quality, and how to match a line to your feedstock and capacity. For configuration help, see our complete pellet production line page.
Quick Specs: A Wood Pellet Production Line at a Glance
| Stages | 6 — crush → grind → dry → pelletize → cool → screen & pack |
| Typical capacity | 0.3–1.5 t/h small · 3–5 t/h medium · 10–20+ t/h industrial |
| Feedstock moisture | 25–55% raw → dried to ~10–15% → finished pellet ≤8–10% |
| Particle size before the die | ≤3 mm (≤ the die hole diameter) |
| Pellet diameter | 6 mm or 8 mm fuel grade; length ≤38 mm |
| Electrical demand | ≈50–100 kW per t/h of capacity |
| Core machines | chipper, hammer mill, rotary dryer, ring-die pellet mill, cooler, packer |
What Is a Pellet Production Line?

A pellet production line — also called a wood pellet plant, biomass pellet plant or pelletizing line — is a connected system of machinery that compresses loose biomass into cylindrical fuel pellets. At its core the process is densification: raw material with a low, awkward bulk density is turned into a uniform product that is dense enough to store, transport and burn efficiently.
A standalone pellet mill only does the pressing step; a complete wood pellet production line adds everything needed before and after — size reduction, drying, cooling, screening and packing — so that loose biomass pellet feedstock comes in one end of the production plant and bagged product leaves the other.
Think of the line as six functional sections rather than a list of separate machines. Each section hands material to the next at a specific size, moisture and temperature. Get one handoff wrong and the whole biomass pellet production chain suffers. That interdependence is the single most useful idea in this guide, and it shapes every decision below — from feedstock prep to production capacity sizing. (The same machinery family also runs animal feed pellets; the difference is mostly the die and the conditioning, not the line layout.)
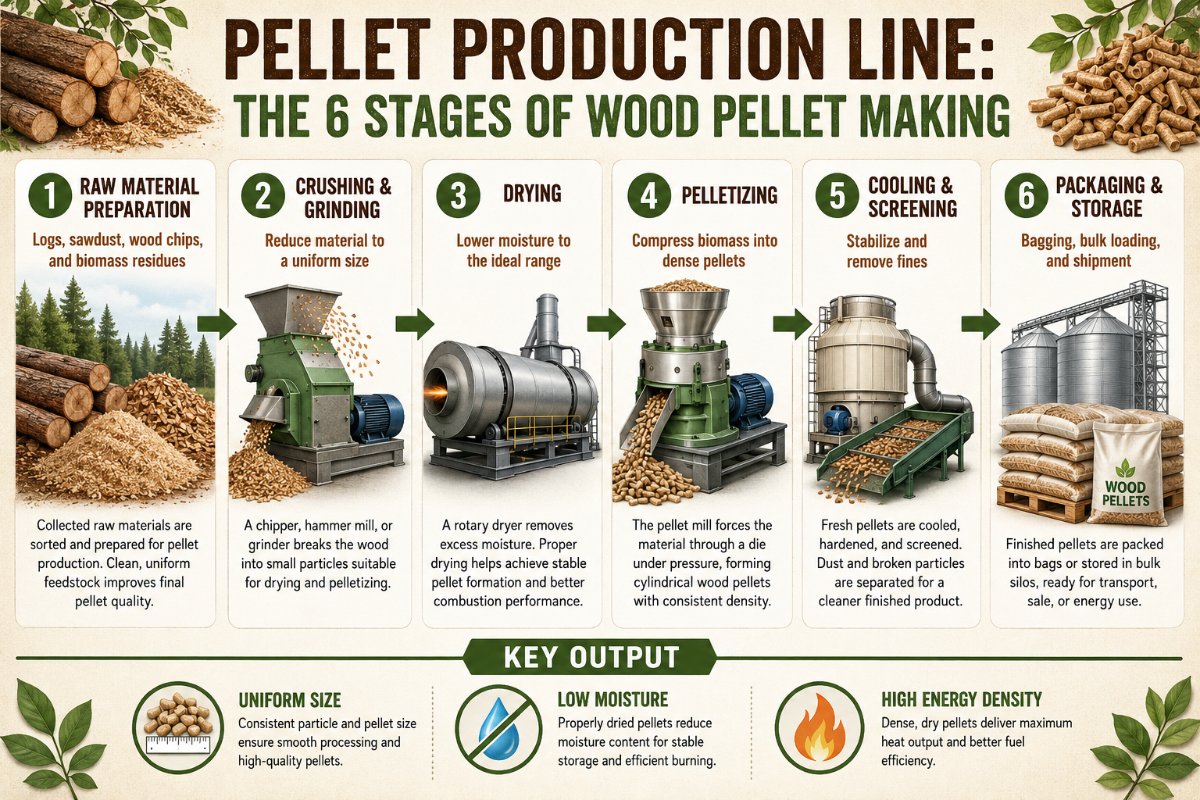
The Six Stages of Wood Pellet Production

Every wood pellet production line, from a 0.3 t/h workshop unit to a plant making hundreds of thousands of tonnes a year, follows the same flow. Below is The 6-Stage Pellet Line Blueprint — what each stage does, the target it must hit, and the bottleneck that most often appears there.
| Stage | Equipment | Job | Target | Common bottleneck |
|---|---|---|---|---|
| 1. Size reduction | Drum chipper / wood crusher | Break logs & offcuts into chips | Chips < ~30 mm | Tramp metal, oversize feed |
| 2. Grinding | Hammer mill | Reduce chips/sawdust to powder | ≤3 mm particle | Screen wear, throughput |
| 3. Drying | Rotary drum dryer | Drive off excess water | ~10–15% moisture | Usually the line bottleneck |
| 4. Pelletizing | Ring-die pellet mill | Press powder through a die | 6/8 mm pellets | Die wear, moisture mismatch |
| 5. Cooling | Counterflow cooler | Harden & set the pellets | ≈ambient +10 °C | Hot, crumbling pellets if rushed |
| 6a. Screening | Vibrating screen | Remove fines, recycle to mill | Fines ≤1% | Excess fines from over-dry feed |
| 6b. Packing | Packing machine / silo | Bag or bulk-store product | 15 kg bags / bulk | Drop-height fines, moisture pickup |
Read that table as a chain, not a menu. Material flows in one direction and never improves downstream — a wet feed the dryer cannot fix becomes a jam at the mill; an over-ground particle that escapes the hammer mill becomes a weak pellet.
Designing a line means making every stage capable of the same throughput. A U.S. process described by Penn State Extension follows the same sequence, and academic reviews of biomass pelletization describe the same three-step compaction physics inside the die.
Stage 1–2: Preparing Raw Material by Chipping and Grinding

Pelletizing is a powder process. Before any raw material reaches the die, it has to be small and consistent. One rule governs this stage: particle size must be at or below the die hole diameter. Standard pellet mills need biomass ground to no more than about 3 mm, because the die compresses individual particles together — anything larger bridges the hole and jams it.
What materials can a pellet line process?
Almost any dry, lignocellulosic biomass works: sawdust, wood chips, planer shavings, wood logs, bark, straw, rice husk and other crop residues. Input form decides the equipment path. Bulky material — logs and slabs — goes through a drum chipper first, then a hammer mill for final grinding.
Material that is already small — sawdust from a sawmill — can feed the hammer mill directly. Where the input is a mix of irregular waste, a separate wood crusher or shredder handles the coarse reduction. A chipper and a crusher are not interchangeable; the chipper makes clean chips from clean wood, the crusher tolerates contamination.
📐 Engineering Note
Match the hammer-mill screen to the die. For a 6 mm die, a screen that holds output under ~3 mm gives the cleanest feed. Oversized particles do not just lower quality — they bridge die holes and stall the mill. This is the most common reason a new line “won’t make pellets.”
Stage 3: Drying to the Right Moisture Window

Moisture is the most important number in the whole line, and it is the one most often misunderstood. Lignin — the natural polymer in wood — is what binds a pellet together. It only softens and flows when there is enough water present and enough heat from the die. Too little water and the lignin never activates; too much and the water turns to steam inside the die.
Aim for a window, not a minimum. For wood, feedstock is typically dried to roughly 10–15% moisture before the mill, though the optimum varies by material — academic pelletizing studies report good pellets from feed in the 8–12% range for some species. Drop below about 10% and the pellets crumble back to powder for lack of binding; climb above about 15% and steam pockets form in the die, blowing pellets apart on discharge. After cooling, the finished pellet settles at ≤8–10% moisture.
The Moisture-Loss Cascade — where the mass goes
Water is the mass that leaves the line. Start with roughly one tonne of green sawdust at 50% moisture. Drying it to ~10% removes most of that water, leaving only about 0.55 tonne of pellets. That is why drying capacity, not press capacity, usually sets the size of the whole plant — and why a dryer is sized to the wet input, while the mill is sized to the dry output.
Drying is also the stage that consumes the most energy. Electrical demand for the pelletizing machinery runs about 50–100 kW per t/h of capacity, but total energy including the thermal load of rotary drum drying is far higher — published analyses put it well above 2,000 kWh per tonne when the feed starts very wet. Choosing a dryer matched to your feedstock moisture is therefore the single biggest lever on running cost.
“A frustrating batch kept crumbling and I was sure the die was faulty — but the shavings were simply too wet. After drying them properly, the problem vanished.”
⚠️ Common mistake: “drier is always better”
It is not. Over-dried feed is the most common cause of excessive dust and crumbling pellets, because there is no longer enough moisture to melt the lignin binder. Buy a moisture meter, test the feed, and aim for the window — not the floor.
Stage 4: Pelletizing — Ring Die vs Flat Die

This is the heart of the line. Inside the pellet mill, rollers force the conditioned powder through holes in a hardened steel die under high pressure; friction heat softens the lignin, and the material exits as a continuous rod that is cut to length. Two die geometries dominate, and the choice is one of the clearest decisions in pellets production.
| Factor | Flat Die | Ring Die |
|---|---|---|
| Typical capacity | ~0.1–1 t/h | ~1–20+ t/h |
| Best for | Small / on-farm / trials | Continuous industrial output |
| Die life | Shorter, easy to swap | ~1,000–1,500 h, then replace |
| Capital cost | Lowest entry | Higher, lower cost per tonne |
Why do industrial pellet lines use ring-die mills?
Because output per hour and cost per tonne both favour the ring die at scale. A ring-die mill spreads the work across a large circular die and multiple rollers, sustaining the throughput a continuous line needs. Flat-die mills earn their place at the small end — pilot runs, on-farm use and feed — where simplicity and a low entry price matter more than tonnes per hour.
Die wear is real either way: expect to replace a working die roughly every 1,000–1,500 operating hours, and budget for it as a consumable, not a surprise. Patented refinements keep chipping at the margins — roller cooling and improved feed systems (for example US 6,299,430 and US 4,162,881) — but the fundamental ring-vs-flat trade-off has held for decades.
⚠️ A buyer trap to know
Flat-die mills come in two builds that look almost identical: a feed model where the die spins, and a wood model where the rollers spin. The wood model can cost roughly twice the feed model — and the cheap units sold for “wood” are often feed mills that will not hold up. Confirm which one you are buying.
Stage 5–6: Cooling, Screening and Packaging

Pellets leave the die hot — around 80–90 °C — and soft. They are not finished. A counterflow cooler pulls ambient air through the bed, hardening the pellets as the lignin re-sets and bringing them down to near ambient temperature.
Skip or rush this step and the pellets crumble, then reabsorb moisture in storage. After cooling, a vibrating screen removes fines (dust and broken pieces), which are recycled back to the mill rather than wasted.
Treat these tail stages as quality preservation, not an afterthought. A pellet that met spec at the die can fail it after handling: a large-scale study found that a single 7.8 m drop raised the share of sub-3.15 mm fines from 4.82% to 9.01%. Conveyor drops, cooler discharge and the final packing line all add fines, so a well-designed pellet cooler, gentle handling and a final screen before the packing machine are what keep the finished product inside ENplus limits.
📐 Engineering Note — combustible dust is a line-wide hazard
Drying, grinding, cooling and screening all generate fine wood dust, which is combustible. OSHA has cited pellet operations for missing spark detection, fire suppression and explosion isolation between the pellet mill, cooler and dust collector. Treat dust control, spark detection and isolation (per NFPA 664) as part of the line specification — not an optional add-on.
Matching Feedstock, Capacity and Configuration to Your Line

Buying a big pellet mill and starving it is the costliest mistake in this market. Here is the rule that prevents it.
The Weakest-Stage Rule
A line’s real output equals the throughput of its slowest stage — and that stage is almost always the dryer, not the mill. In one documented case, an undersized rotary dryer held a plant’s input so low that the pellet mill ran far below its rating; the operator had to lift drying capacity from 3.5 t/h to at least 10 t/h before the mill could reach its rated output. Size the dryer to the wet feed first, then balance every other stage to it.
With that rule in hand, configuring a line comes down to four inputs. The 4-Input Line Configurator turns them into a specification:
- 1. Feedstock moisture in — >30% wet means a larger rotary dryer dominates the budget; under 15% needs only a small dryer, or none.
- 2. Feedstock form: logs → add a chipper; clean sawdust → hammer mill only.
- 3. Target capacity (t/h): sets ring-die size and motor power (~50–100 kW per t/h).
- 4. Pellet grade — ENplus-grade fuel needs tighter screening, cooling and moisture control than rough in-house fuel.
Capacity also sets the budget. Penn State Extension puts equipment cost at roughly $70,000–$250,000 per t/h of capacity, with about half of that in the pellet machine itself. Vendor pricing across the market lines up with that band:
| Scale | Capacity | Indicative investment (USD) | Typical buyer |
|---|---|---|---|
| Small | 0.5–1 t/h | $30k–$80k | On-farm, self-supply |
| Medium | 3–4 t/h | $95k–$430k | Regional fuel producer |
| Large | 10–20 t/h | $500k–$1.6M | Commercial plant |
| Industrial | 20–40+ t/h | $570k–$3M+ | Export / utility supply |
Figures are indicative as of 2026 and vary with automation level, feedstock and turnkey scope — treat them as a planning range, not a quote.
Not sure which scale fits your material? Send your feedstock moisture and target tonnes-per-hour and we’ll size a line against it.
What Decides Pellet Quality? Durability, Moisture and ENplus

Whatever the line makes, the market judges it against published standards. For solid pellet fuel, the European reference is ENplus, built on ISO 17225-2, and ENplus A1 is the premium residential grade. These are the numbers a quality fuel pellet must hit:
| Property | ENplus A1 requirement |
|---|---|
| Diameter | 6 ± 1 or 8 ± 1 mm |
| Length | 3.15 < L ≤ 40 mm |
| Moisture | ≤ 10% |
| Ash | ≤ 0.7% |
| Mechanical durability | ≥ 98.0% (A2/B: 97.5%) |
| Fines (< 3.15 mm) | ≤ 1.0% bulk · ≤ 0.5% bagged |
| Net calorific value | ≥ 4.6 kWh/kg (≈16.5 MJ/kg) |
| Bulk density | 600–750 kg/m³ |
Durability is the figure that ties back to the whole line. Mechanical durability measures how well a pellet survives handling without shedding dust — and it is set upstream, by particle size, the moisture content window and adequate compression at the die. ISO 17225-2 tightened the A1 durability floor to 98%, so a line aiming at the premium market has no slack on the fundamentals. Full requirements are published by ENplus and in ISO 17225-2.
Where Industrial Pelletizing Is Heading
Demand is the backdrop to every line-sizing decision. Globally, the wood pellet market was worth around USD 17.25 billion in 2025 and is forecast to reach roughly USD 26 billion by 2031, a compound growth rate near 7%. Industrial heating already takes close to half of all biomass fuel in pellet form, and Europe — driven by renewable-energy mandates such as RED III — accounts for about 58% of consumption, while Asia-Pacific is the fastest-growing region as Japan and South Korea scale biomass co-firing.
Two shifts matter for anyone specifying a line in the next few years. First, automation and continuous line monitoring are spreading from the largest plants downward, tightening moisture control and reducing the manual tuning that historically caused fines and jams.
Second, torrefied “black” pellets — biomass roasted to a higher energy density — are emerging for coal co-firing; note that these fall under a separate standard, ISO 17225-8, not the ISO 17225-2 family that covers conventional white pellets. Practically, build flexibility for feedstock variety and ENplus-grade quality into the line now, because both the chain-of-custody rules and the buyers are getting stricter, not looser.
Frequently Asked Questions
Q: How much does a pellet production line cost?
View Answer
Equipment runs roughly $70,000–$250,000 per tonne-per-hour of capacity, with about half in the pellet mill itself. In practice that means about $30,000–$80,000 for a small 0.5–1 t/h line, $95,000–$430,000 for a 3–4 t/h plant, and $500,000 to several million for industrial 10–40+ t/h systems. Automation level, feedstock moisture and turnkey scope move the figure within those bands.
Q: What raw materials can a pellet production line process?
View Answer
Most dry lignocellulosic biomass: sawdust, wood chips, planer shavings, bark, logs, straw, rice husk and other crop residues. The form decides the front end — logs need a chipper before the hammer mill, while sawdust can feed the mill directly. The constants are particle size (ground to ≤3 mm) and moisture (conditioned to roughly 10–15% before pressing), regardless of the source material.
Q: How much electricity does a pellet line use per tonne?
View Answer
Electrical demand for the pelletizing machinery is about 50–100 kW per tonne-per-hour of capacity, which works out to roughly 90–150 kWh of electricity per tonne of pellets. If you count the thermal energy needed to dry very wet feedstock, total energy can exceed 2,000 kWh per tonne — which is exactly why drying, not pressing, dominates the energy bill.
Q: Can one line make both fuel and animal feed pellets?
View Answer
Often yes, with changes to the die and conditioning. The line layout is similar, but feed pellets use steam conditioning and a feed-grade die, while fuel pellets prioritise the moisture and durability targets above.
Q: What capacity should a first pellet plant start with?
View Answer
Most commercial entrants start around 1–1.5 t/h, which balances a manageable investment against meaningful output. What decides it is rarely the pellet mill — it is how much feedstock you can reliably dry. Size the dryer to your wettest expected feed first, then match the mill to the dry output, so you never strand mill capacity behind an undersized dryer.
Q: How long does a pellet die last?
View Answer
Plan on replacing a working die roughly every 1,000–1,500 operating hours. Treat dies as a budgeted consumable; running a worn die wastes energy and produces weak, dusty pellets.
Q: Can a pellet line produce ENplus A1 grade pellets?
View Answer
Yes, if the whole line is specified for it. ENplus A1 demands ≥98% durability, ≤10% moisture, ≤0.7% ash and ≤0.5% fines in bags — targets that depend on tight particle size, correct moisture, full cooling and final screening. ENplus A1 is a line-wide outcome, not a setting on the mill.
References & Sources
- Manufacturing Fuel Pellets from Biomass — Penn State Extension
- Recent Developments in Biomass Pelletization: A Review — NC State, BioResources
- Improving Biomass Properties via Densification — Ohio State Extension (Ohioline)
- ENplus Quality Scheme — European Pellet Council
- ISO 17225-2 — Graded wood pellets — International Organization for Standardization
- OSHA 29 CFR 1910 — combustible dust / process safety — U.S. Occupational Safety and Health Administration
- The Art of Biomass Pelletizing — Biomass Magazine
Why We Wrote This
TCPEL builds biomass machinery — drum chippers, hammer mills, rotary dryers, ring-die pellet mills, coolers and packing units — and configures complete pellet production lines for customers in more than 60 countries. This guide reflects how we size those lines stage by stage: dryer to the wet feed, mill to the dry output, and quality designed in from the particle up.
Related Articles
- Rotary Dryer Guide — sizing the stage that usually caps your line
- Drum Chipper Buyer’s Guide — getting size reduction right at stage one
- Wood Crusher vs Wood Shredder — choosing coarse reduction for mixed waste
- Complete Pellet Production Line — models, capacities and configuration