Get in Touch with TCPEL
A wood pellet production line is the connected chain of machines that turns raw wood — logs, chips, sawdust or shavings — into uniform fuel pellets. It isn’t a single machine. Each stage hands its output to the next, and the slowest stage sets the speed of the whole line. This guide walks the full line stage by stage: what each machine does, how flat-die and ring-die mills differ, how to size a line, what really drives cost, and how finished pellets are graded against ISO 17225-2. It is written for buyers and operators planning a line, not for choosing one specific model. If you already know your capacity target, you can explore TCPEL’s configured pellet line solutions for layout options.
Quick Specs: Typical Wood Pellet Line
| Line capacity range | 500 kg/h – 20 t/h (industrial tiers to ~90 t/h) |
| Feedstock moisture (incoming) | up to ~50% → conditioned to pelletizing range |
| Pelletizing moisture window | ~8–15% (wood sweet spot 8–12%) |
| Particle size to pellet mill | ≤ 3 mm |
| Core process stages | 6 (chip → dry → grind → pelletize → cool → screen/pack) |
| Finished pellet | 6 or 8 mm dia, ≤ 38 mm length, final moisture ≤ 8–10% |
| Pellet mill power | ~15–40 kWh per tonne of pellets |
What Is a Wood Pellet Production Line?

At its simplest, a wood pellet production line compresses ground biomass through a steel die under heat and pressure until it fuses into dense, cylindrical pellets. Natural lignin in the wood softens under that heat and acts as the glue, so most clean wood needs no added binder.
Finished wood pellets carry a net calorific value of roughly 15–18 MJ/kg — hardwoods such as oak sit higher (18–20 MJ/kg) and softwoods like pine lower (16–18 MJ/kg), with pine measured as high as 18.97 MJ/kg in one study. That energy density is why a biomass pellet is used as pellet fuel for residential heating, industrial co-firing and export.
What you can feed the line isn’t unlimited, and this is where many first-time buyers trip up.
The 4-Tier Feedstock Readiness Scale
| Tier | Feedstock | Extra machines needed |
|---|---|---|
| 1 — Ready | Dry wood sawdust, wood shavings | None / light grinding only |
| 2 — Grind | Wood chips | Hammer mill |
| 3 — Chip + dry | Logs, wet branches | Chipper + dryer + hammer mill |
| 4 — Heavy prep | Bark, mixed/forest residue | Full prep; treated/painted wood excluded |
| Feedstock material | Binding (lignin) | Prep before pelletizing |
|---|---|---|
| Dry sawdust | Self-binds | Minimal |
| Planer shavings | Self-binds | Light grinding |
| Wood chips | Self-binds | Hammer milling |
| Logs / branches | Self-binds | Chip + dry + grind |
| Softwood (pine, spruce) | Binds easily | Standard |
| Hardwood (oak, beech) | Harder to bind | Tighter moisture control |
| Bark | Poor; high ash | Industrial (Class B) only |
| Switchgrass / miscanthus | Needs binder | Additive required |
| Straw | Needs binder | Additive required |
| Treated / painted wood | Unsuitable | Excluded (contaminants) |
A common assumption is that “any wood works” and that denser hardwood makes better pellets. Field experience contradicts both. Hardwood is actually harder to bind without additives than softwood, and bark or treated wood is generally unsuitable. If your feedstock sits at Tier 3 or 4, the chipper and dryer — not the pellet mill — will define your real throughput. You can size that first stage with our guide to wood crushers versus shredders.
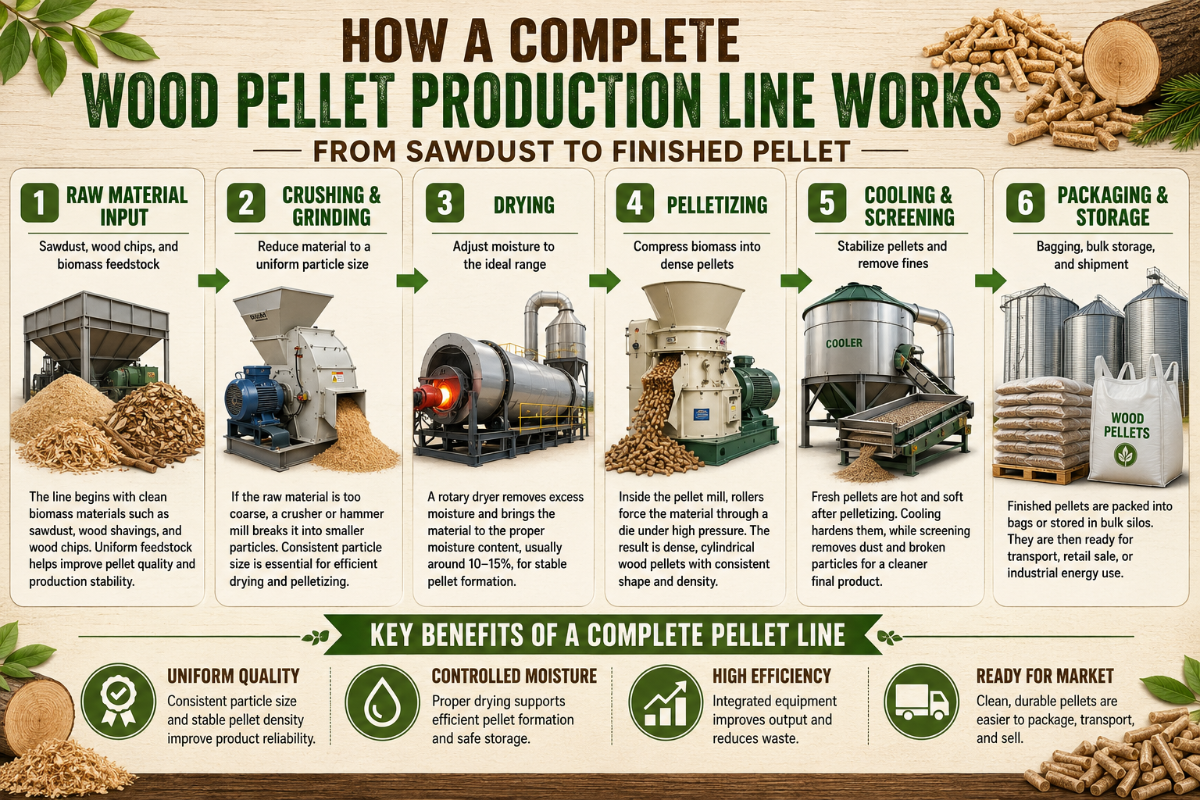
The 6-Stage Wood Pellet Line Flow

Almost every wood pellet line, small or industrial, runs the same six pellet-making stages in sequence. This table is the backbone of the whole process.
| Stage | Action | Key parameter |
|---|---|---|
| 1. Chipping | Logs/branches reduced to chips | Uniform chip size |
| 2. Drying | Moisture brought down for pelletizing | Target ~8–15% |
| 3. Hammer milling | Chips ground to fine particles | ≤ 3 mm |
| 4. Pelletizing | Material forced through heated die | Die heat ~+ friction; lignin binds |
| 5. Cooling | Hot pellets cooled and hardened | From ~150°C to ambient |
| 6. Screening / packing | Fines removed, pellets bagged | Fines ≤ 0.5% |
Pellets leave the die at roughly 150°C and must be cooled before storage, or they stay soft and crumble. Stage 2, drying, is the stage most buyers underestimate — and it deserves its own rule.
📐 Engineering Note — The 8–15% Moisture Window
Wood pelletizes best in a narrow moisture band. Peer-reviewed work places the wood sweet spot near 8–12% (pine 6–8%, spruce ~10%), while sawdust handling is often quoted up to ~15%.
Outside that band the line fails in predictable ways. Too wet (above ~20%) and you get steam, smoke at the die and weak, high-fines pellets. Too dry (below ~8%) and the lignin will not soften, so pellets come out brittle. One study showed durability falling from 99.5% to 97.5% as moisture content climbed toward 10% wet basis.
Drying is also where the line connects to upstream equipment. If you are running wet feedstock, see how the second stage is engineered in our rotary dryer guide.
Equipment Breakdown — Machine by Machine

Each stage maps to a machine. Which machines are required depends on your feedstock tier; the optional ones are added only when the feedstock demands them.
| Machine | Role | Required? |
|---|---|---|
| Chipper | Logs → chips | Tier 3–4 only |
| Dryer | Moisture control to ~8–15% | If feedstock too wet |
| Hammer mill | Chips → ≤3 mm particles | Yes |
| Pellet mill (pellet machine) | Compresses material through die | Yes (core) |
| Pellet cooler | 150°C → ambient, hardens pellets | Yes |
| Screener | Removes fines/dust | Yes |
| Packer | Bags finished pellets | Yes |
| Conveyors | Move material between stages | Yes |
| Cyclone / dust collector | Captures combustible dust (NFPA 664) | Yes |
| Silo | Bulk pellet storage | Scales with capacity |
Chipper and hammer mill together set how fast material reaches the press. Our drum chipper buyer’s guide covers the first stage in detail.
⚠️ Engineering Note — Dust Is the Line’s Hidden Hazard
Wood dust from milling, cooling and conveying is combustible. NFPA 664 (the standard for fire and explosion prevention in wood processing) and NFPA 652 require a formal Dust Hazard Analysis.
A deflagration hazard is flagged once a fugitive dust layer exceeds 3.2 mm (1/8 inch) over 5% of an area or 1,000 ft². Dust collectors and ducts typically need explosion relief vents or suppression, and OSHA can cite dryers, silos, mills and dust collectors under the General Duty Clause. Designing dust capture and cooler fire isolation into the line is cheaper than retrofitting it.
Flat Die vs Ring Die: Choosing the Pellet Mill Core

The pellet mill is the heart of the line, and a wood pellet mill comes in two die architectures. Die choice is driven mainly by your sustained output target.
✔ Flat Die
Output ~80–1,000 kg/h. Lower pressure, simpler, lower cost. Best for farm, workshop and batch production. Easier to inspect and change dies.
⚙ Ring Die
Output ~0.8 t/h up to 20 t/h, molding rate above 95%. A ring die pellet mill is built for continuous industrial duty under high pressure. Higher cost and more demanding maintenance.
The Flat-Die / Ring-Die Output Threshold
As a practical rule: below ~1 t/h or for batch and farm use, a flat die fits. For sustained continuous output above ~1 t/h, choose a ring die. A peer-reviewed 2026 review places flat-die pelletizers in the medium 1–3 t/h band and ring dies in the large 5–20 t/h band.
Treat this as a guide, not a law. A national-lab review notes commercial pellet mills typically run 2.5–5 t/h at 15–40 kWh per tonne, yet researchers have run 25 kg/h ring-die mills for process reasons. Duty cycle and feedstock matter as much as headline capacity.
Whichever die you pick, the die itself is a wear part and a real cost driver. Patent literature shows how much engineering goes into it: US Patent 4,111,632 adds tapered grooves to cut peak stress and control die breakage, while others describe replaceable wear inserts and wear-protection plates. For configured ring-die layouts, see TCPEL’s pellet line configurations.
“The mistake we see most often is buying a flat-die mill for what is really a continuous industrial duty. It works for a week, then the die and rollers wear fast and output drops. Match the die to the hours you will actually run, not the peak you hope to hit.”
Sizing the Line: Capacity Tiers & Configuration

Capacity is not just the pellet mill rating — it is the slowest stage in the chain. A bigger mill bolted onto an undersized dryer and hammer mill will simply starve.
| Tier | Output | Typical configuration |
|---|---|---|
| Small / farm | ~0.1–0.8 t/h | Flat die, manual feed, batch drying |
| Medium | ~1–3 t/h | Ring die, continuous dryer, semi-auto |
| Industrial | ~5–20+ t/h | Ring die bank, PLC control, automated cooling/screening/bagging, dust + silo systems |
How do I start a wood pellet plant?
Start from the feedstock, not the machine. First audit what you have: type, moisture and volume per day. That decides your feedstock tier and whether you need a chipper and dryer at all.
Next, set a realistic capacity target and size every stage to it — dryer and hammer mill included, not just the press. Then confirm site power (pellet mills draw roughly 15–40 kWh per tonne, per an Idaho National Laboratory densification review) and floor space, choose your die type from the threshold above, and set a quality target (which ISO 17225-2 class you are aiming for). Only then specify the line.
What Drives the Cost of a Wood Pellet Line?

Equipment price gets the attention, but the production economics are driven elsewhere. A techno-economic analysis hosted by NC State found pellet plant profitability is most sensitive to biomass and labor costs — energy and capital matter, but less than feedstock and labor in the modeled case.
Cost levers that actually move a line budget are these: target capacity, level of automation, die material and wear life, whether the feedstock needs drying, installed power, and how much feedstock prep is required. Pelletizing operating cost falls in the region of 25–40 EUR per tonne, depending on plant size, electricity, process heat, labor and feedstock moisture.
💡 The “bigger is cheaper” trap
Scaling up helps less than buyers expect. One supply-chain study modeled pellets at 136 EUR/t for a 500,000 t/year plant versus 143 EUR/t for a 50,000 t/year plant — a small gap, because larger plants cut pelletizing cost but raise feedstock procurement and transport cost. Larger facilities also face air, water and forest-sourcing permitting that smaller lines avoid. Bigger is not automatically cheaper.
This is why we avoid quoting a single line price. Honestly, total cost depends on configuration, drying need and local power — so a real number comes from a specified layout, which you can request as a configured quote.
Pellet Quality: How a Good Line Is Judged

A line is only as good as the pellets it produces, and pellet quality is defined by an international standard: ISO 17225-2:2021, which grades wood pellets into classes A1, A2 and B.
| Parameter | A1 (premium) | A2 / B |
|---|---|---|
| Diameter | 6 or 8 mm | 6 or 8 mm |
| Moisture | < 10% | < 10% |
| Ash content | < 0.7% | up to 3% (B, industrial) |
| Mechanical durability | > 98% | ≥ 97.5% |
| Fines | low (≤ ~0.5% at packing) | wider tolerance |
Class A1 demands virgin wood, ash below 0.7%, moisture under 10% and durability above 98% — the grade modern home boilers expect. Class B allows ash up to 3% and is for industrial use only. Premium output also keeps chloride under 300 ppm and fines low, per Penn State Extension.
What are the moisture requirements for raw materials?
Incoming feedstock can arrive very wet — sometimes near 50% — and must be dried before pelletizing. The pelletizing sweet spot for wood is around 8–12%, with sawdust handling stretched up to ~15%.
Counter-intuitively, feedstock can also be too dry. Kiln-dried sawdust below 10% moisture often will not bind and needs water added back before it pellets cleanly. After pressing, die heat drives moisture down so the finished pellet meets the ISO M10 limit of under 10%.
Industry Outlook: Where Wood Pellet Production Is Heading
Demand is growing. Global wood pellet demand was valued near USD 17.25 billion in 2025 and is forecast to reach about USD 26 billion by 2031, a CAGR of roughly 7%, with Europe holding about 72% of 2025 demand.
Regulation is reshaping feedstock. The EU’s RED III, in force from late 2024, introduced a cascading principle: whole trees taken directly from forests are no longer subsidized, while residues and wood waste remain eligible for pellet production, according to USDA Foreign Agricultural Service reporting. Certification is tightening too — about 82% of pellets were ENplus, SBP or FSC certified in 2025.
Torrefied or “black” pellets are the most discussed technology, because they can replace coal in utility boilers with little retrofit. It is promising but not a settled bet. The US Department of Energy and Idaho National Laboratory stress that torrefied fuels must be uniform, weather-resistant and storage-stable before wide acceptance, and USDA Forest Service work calls the whole-supply-chain economics still uncertain.
For a buyer in 2026, the action is straightforward: design feedstock flexibility into the line now, and target a certified quality class, because both regulation and buyers are moving that way.
Frequently Asked Questions
Q: What is a complete wood pellet production line?
View Answer
A complete wood pellet production line is the connected set of machines that converts raw wood into finished fuel pellets through six stages: chipping, drying, hammer milling, pelletizing, cooling, and screening and packing. Depending on feedstock, it adds a chipper and dryer, then a hammer mill, pellet mill, cooler, screener, packer, and auxiliary conveyors, dust collection and silos. The pellet mill is the core, but throughput is set by the slowest stage.
Q: Can one line make both fuel pellets and feed pellets?
View Answer
In principle yes, because the pelletizing mechanism is similar, but in practice it is rarely ideal. Feed pellets use different dies, lower processing temperatures and food-grade hygiene, while fuel pellets prioritize density and durability. Many producers keep separate dies or separate lines to avoid cross-contamination and to hit each product’s quality target. If you plan to switch, specify it up front so the die and conditioning are configured for both.
Q: What can wood pellet feedstock consist of?
View Answer
Clean wood is the ideal feedstock: sawdust, planer shavings, wood chips, logs and clean forest residue. Grasses such as switchgrass and miscanthus also work but often need a binder additive because they lack enough natural lignin. Bark, painted or chemically treated wood is generally unsuitable, and hardwood is harder to bind without additives than softwood despite being denser.
Q: How do you test wood pellet quality?
View Answer
Quality is measured against ISO 17225-2 parameters: diameter, length, mechanical durability (the percentage of pellet that survives tumbling), ash content, moisture, net calorific value and fines. Premium A1 pellets must hold durability above 98%, ash below 0.7% and moisture under 10%. A simple shop check is a tumbling or drop test for durability plus an oven test for moisture.
Q: Why choose a small pellet line?
View Answer
A small flat-die line suits on-site use where feedstock is free and already dry, since drying energy is the main cost. It pays off for farms and workshops consuming their own residue.
Q: How can you increase the output of a pellet plant?
View Answer
Find the slowest stage and upgrade that first — usually the dryer or hammer mill, not the press. Holding moisture in the 8–15% band and particle size under 3 mm also lifts real throughput.
Our Perspective
TCPEL has built and shipped wood pellet production lines since 2020 to customers in more than 60 countries, from single-machine farm setups to multi-stage industrial plants. Our recurring lesson is the one in this guide: a line is paced by its weakest stage, so we size the dryer and hammer mill to the pellet mill, not the other way around.
References & Sources
- Manufacturing Fuel Pellets from Biomass — Penn State Extension
- EN ISO 17225-2:2021 — Graded Wood Pellets — ISO / CEN
- ENplus Wood Pellet Requirements — European Pellet Council
- Physical, Mechanical and Energy Characterization of Wood Pellets — NCBI PMC
- Techno-Economic Analysis of Wood Pellet Production — NC State BioResources
- Combustible Dust Hazard Guidance — OSHA
- Wood Pellet Cost Study — IEA Bioenergy Task 40
- EU Wood Pellets Annual (RED III) — USDA Foreign Agricultural Service
Related Articles
- Drum Chipper Buyer’s Guide — sizing the chipping stage
- Rotary Dryer Guide — controlling feedstock moisture
- Wood Crusher vs Shredder — preparing oversized feedstock
Planning a wood pellet line? Get a layout matched to your feedstock and capacity.