Get in Touch with TCPEL
A flat die pellet mill is the workhorse most operators reach for when they need to turn sawdust, straw, animal feed, or other biomass into uniform pellets at small-scale to mid-scale production. It is the design that started the modern pellet industry, and despite ring die mills taking over industrial plants, the flat die format keeps its advantage in workshops, farms, and pilot lines, anywhere production runs sit between 50 kg/h and 1,000 kg/h. This guide walks through the working principle, how the flat die compares to the ring die, how to spec the die geometry and power source, which materials work (and which need pre-treatment), realistic price tiers, maintenance routines tied to ISO 17831-1 pellet durability, and what is changing in 2026 with EU RED III compliance and torrefied pellets arriving at industrial scale.
Quick Specs: Flat Die Pellet Mill at a Glance
| Typical throughput | 40–1,100 kg/h (home to small-commercial) |
| Motor range | 7.5–90 kW (electric); diesel/PTO/gasoline options |
| Die hole diameter | Φ2–Φ12 mm common; Φ6 mm wood / Φ4 mm feed |
| Compression ratio (wood) | 1:4 to 1:7 (hardwood lower, softwood higher) |
| Energy per ton | ~85 kWh/ton finished pellets (mid-scale lines) |
| Material moisture window | 10–18% (sweet spot 10–15% without binder) |
| Quality standards | ISO 17225-2:2021 (A1/A2/B); ENplus / PFI / DINplus |
What Is a Flat Die Pellet Mill?

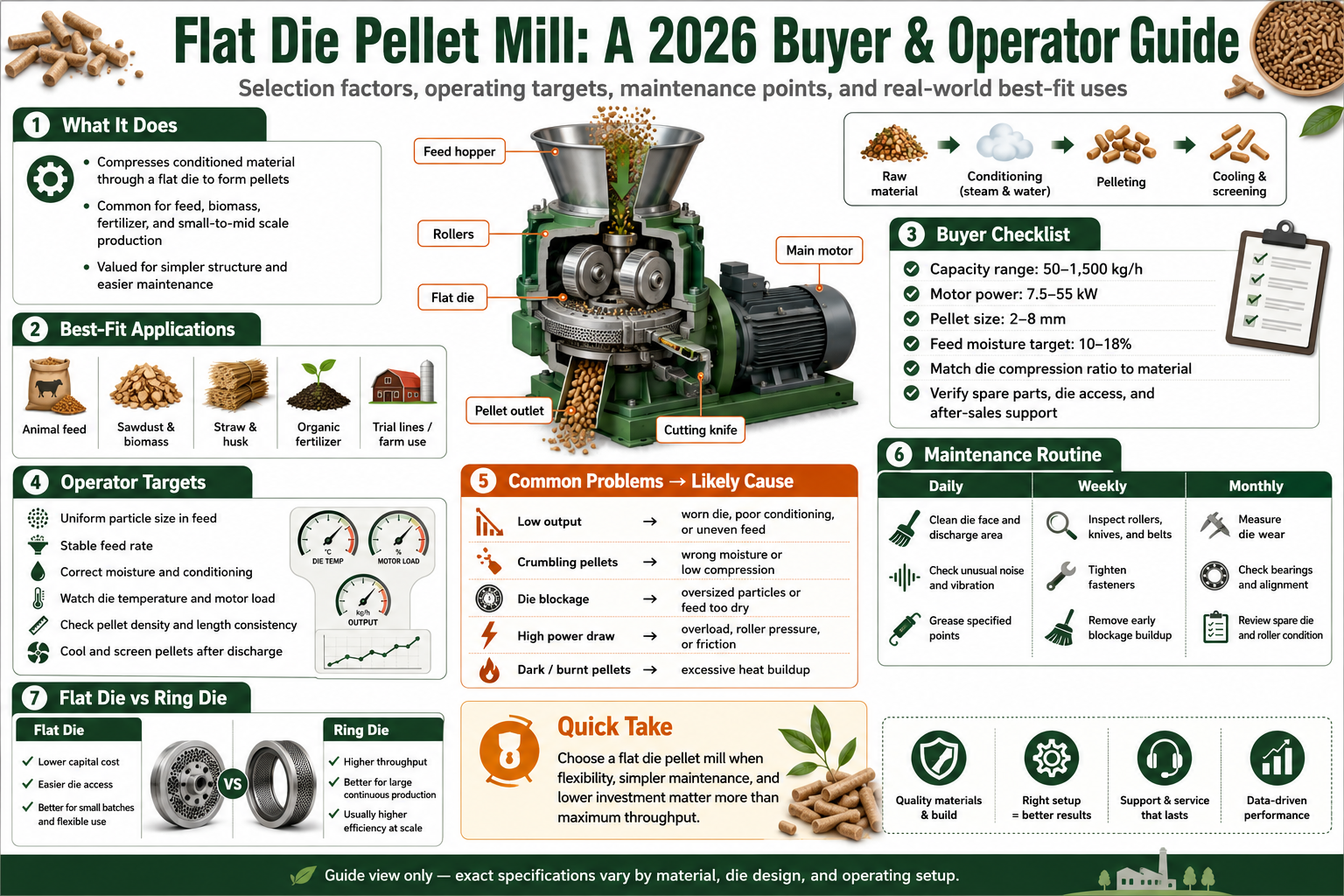
A flat die pellet millis a pellet machine with a horizontally positioned round, flat die that rollers push processed biomass through the die plate holes. The flat dies have a number of holes for processing the fuel; two configurations is mechanically used to convert biomass to pellets, such that either the die or rollers revolve around one another. The friction of material passing through the die hole is enough to develop heat (70-90 C within the pellet mill chamber), causing the lignin to melt and soften and produce a uniform output. A blade then cut the continuous strand to the length desired.
That’s the core principle of it. No steam injection, no double-stage compression, no recycle of hot feed – the simplicity is why the flat-die form is so amenable for micro production sizes. contrast that with a ring-die mill where a cylindrical die go vertical and rolls ride inside and material is feed out centrifugally, which has throughput at the cost of increased capital and maintenance needs.
Three variants dominate the market today:
- ✔
Electric flat die pellet millworkshops, indoor production lines, anywhere with stable 3-phase power. Easiest to operate and quietest. - ✔
Diesel flat die pellet millrural sites and off-grid operations. Self-contained but requires fuel logistics and e×haust handling. - ✔
PTO flat die pellet millfarm-mounted units that draw power from a tractor’s PTO shaft. No separate fuel or grid bill when the tractor is already running.
A small slice of the market still sell gasoline-driven flat die mills for very small projects, but they’re rare in B2B procurement and we treat them as a sub-case under diesel in the comparisons below. Industry data and machinist forum threads both note that ring die mills displaced flat die from large industrial pellet plants several decades ago, yet the flat die format never went away because it’s the only sensible choice for production runs below roughly 1 ton per hour. For TCPEL’s flat die pellet mill lineup with full electric, diesel, and PTO drives, see our flat die pellet mill product line.
Flat Die vs Ring Die Pellet Mill: When Each Wins

The flat die versus ring die question is the first real fork in the road for any buyer. Short answer: flat die wins below 1 ton per hour, ring die wins above. A more useful answer requires looking at four dimensions where the two machines diverge, capital cost, energy efficiency, die wear, and how they handle different materials.
What’s the difference between flat die and ring die pellet mills?
Both compress ground biomass through die holes via mechanical rolling force. The distinctions are one of geometry. In a flat die mill, a circular die lays flat and is mounted like a records on a turntable; rollers e×ert pressure downward through holes within the die.
In a ring die mill, by contrast, the die is a vertical cylinder and rollers rotate inside that cylinder; centrifugal feed distribution plus rotation pushes material outward through radial die holes. Self-feeding through radial holes gives ring die mills roughly three to four times higher output per unit motor power than a comparable flat die, at the cost of higher capital outlay, more complex maintenance, and a steeper learning curve when changing materials. Both formats are graded under the same ISO 17225-2:2021 wood pellet specification, so the choice is purely about throughput economics, not output quality.
Among industry suppliers, ring die mills generally span 300 to 4,000 kg/h capacity ranges, while flat dies cluster between 40 and 1,100 kg/h.
| Dimension | Flat Die Pellet Mill | Ring Die Pellet Mill |
|---|---|---|
| Throughput range | 40–1,100 kg/h | 300–4,000+ kg/h |
| Feeding | Gravity feed onto top of die | Centrifugal distribution inside die |
| Capital cost (USD, indicative May 2026) | $1,500–$45,000 | $25,000–$250,000+ |
| Energy per ton | ~85 kWh/ton (small lines) | ~55–75 kWh/ton (industrial) |
| Material flexibility | High — material changes are quick | Medium — die changes are heavier |
| Maintenance complexity | Low — die visible, rollers accessible | Higher — enclosed cavity |
| Best for | Pilot lines, farms, workshops, R&D | Industrial pellet plants, export-grade volume |
Decision rule: flat die vs ring die
- Output target under 1 t/h and budget under $50K → flat die almost always wins.
- require ring die to capacity of 1-4 t/h output with ENplus / PFI cert
- Constant changes of feed material ( Monday’sfeed,Wednesday wood pellet,Friday bio-fertilizer) – Flatdie,easy die change;
- Export grade industrial run with one ring die – energy pay-off becomes significant in one year.
Die Geometry: Hole Diameter, Compression Ratio & Service Life
The Pellet Press Dies – the HEART of your pellet machine 2 number determine how good your pellet looks and whether your die will last long: Hole diameter ANDCompressionRatio. Choose the wrong pair for the material, and you’ll either generate only dust and crumble (not enough pressure on you material) or you’ll melt your hole closed and your motor will lock up. This applies to small, portable pellet dies and large industrial pellet mill dies alike – only the magnitude change.
Hole diameter sets the pellet diameter. Φ6 mm and Φ8 mm are the workhorses for wood pellets used in residential stoves; Φ4 mm dominates animal feed where chickens and small livestock need smaller pellets; Φ10–12 mm fits some industrial fuel applications and organic fertilizer. Industry practice is to spec a die with a single hole diameter and replace the die plate when you change pellet size.
📐 Engineering Note: compression ratio
Compression ratio=hole length hole diameter 6mmdia x 36mm long= 6.1 compression ratio Ratio effects the amound of friction the material sees inside the die hole Harder material may like a lower ratio instead of higher which intuitively may sound stupid. When material is harder the problem is already present and adding more to it makes rollers stutter and potentially break the die.
| Material | Hole Ø (mm) | Compression ratio | Notes |
|---|---|---|---|
| Softwood (pine, cedar) | 6 or 8 | 1:6 to 1:7 | High lignin; flows easily; standard residential pellet recipe |
| Hardwood (oak, maple, beech) | 6 or 8 | 1:4 to 1:5 | Denser raw material; lower ratio prevents stall |
| Sawdust / wood shaving | 6 | 1:5 to 1:6 | Particle size needs to drop below 5 mm before pelletizing |
| Animal feed (corn, soy meal) | 3 or 4 | 1:8 to 1:12 | Loose mixture; high ratio compacts properly |
| Straw / hay / grass | 6 or 8 | 1:6 to 1:8 | Low lignin; conditioning steam often required at scale |
Service life depends on material abrasiveness and how well you control moisture. A 20CrMnTi alloy steel die handling clean softwood at correct moisture commonly lasts 800–1,500 production hours before the holes oval out and pellet quality drops; the same die running rice husk or straw with silica content can fail in under 400 hours. USPTO patent US20080290548A1 describes a flat die geometry with an internal-diameter-to-compression-hole-length ratio of at least 16:1 for high-throughput applications, a useful reference when comparing die designs across suppliers.
4 Power Sources Compared: The 4-Drive Selection Score-Card

Pellet mills fitted with flat dies are equipped with four power options: electric motor, diesel, tractor PTO, and gas. While it may appear to be an apples-to-apples comparison, this isn’t about feature selection – it’s about electrical infrastructure. What’s already installed on the farm, and how does the additional cost of installation compare to the cost of moving the mill?
| Drive | Typical kW | Fuel cost per ton | Capital (USD, May 2026) | Best use case |
|---|---|---|---|---|
| Electric | 7.5 – 90 | Lowest where grid is cheap; rises with industrial tariff | $2,000 – $30,000 | Indoor workshop, 3-phase grid, continuous shift |
| Diesel | 11 – 30 (engine kW) | Higher; tracks diesel price | $3,500 – $9,000 | Off-grid, semi-mobile, rural sites |
| PTO | 15 – 30 (tractor PTO) | No additional fuel; tractor is already on site | $2,500 – $7,000 (mill only) | Farm with active tractor; lightweight portable use |
| Gasoline | 6 – 12 | Highest per kWh; suitable only for short runs | $1,500 – $3,500 | Very small projects, occasional batch production |
💡 Pro Tip
Although PTO mills look cheapest on the spec sheet, they only make sense if the tractor is already on the farm doing its primary job. A 30 kW tractor running six hours daily to power a pellet mill burns roughly the same diesel as an equivalent kW standalone diesel mill. Where PTO actually saves money is eliminating the cost of bringing 3-phase grid power to a rural site — which can run $5,000–$15,000 per kilometer in line-extension fees.
For a closer look at TCPEL’s electric and diesel flat die pellet mill range, including motor options and PTO-ready frames, contact our engineering team.
Materials You Can (and Can’t) Pelletize
The single biggest mistake made by first-time users isn’t recognizing that a flat die pellet mill can’t be fed any biomass that will fit in the feed chute. It simply isn’t designed to handle the wide range of feedstock characteristics seen in other systems. Moisture levels, lignin content, and particle size all have a narrow operational range – and at small-to-moderate scales a flat die offer less tolerance for variation than a steam-conditioned ring die plant.
Can a flat die pellet mill produce both hardwood and softwood pellets?
Yes, with two adjustments. First, the die compression ratio differs (1:4 to 1:5 for hardwood, 1:6 to 1:7 for softwood, see the die geometry table above). Second, hardwood often benefits from a slightly lower input moisture target around 10–12%, because the denser fiber holds less water before extrusion temperature rises beyond the lignin softening window. Many small operators run a fixed Φ6 mm 1:5 die and accept slightly looser softwood pellets rather than maintain two dies. That’s a reasonable trade if pellet durability index (PDI) for your application allows it.
| Material | Moisture target | Lignin / binder | Pre-processing |
|---|---|---|---|
| Pine / spruce sawdust | 10–13% | 25–35% lignin; no binder | Grind to <5 mm; dry if from green sawmill |
| Oak / maple / beech | 10–12% | 18–25% lignin; no binder | Grind to <4 mm; check moisture twice per shift |
| Wheat / corn straw | 12–15% | Low; consider 1–3% molasses or starch | Hammer-mill to fiber length <6 mm |
| Alfalfa / hay | 13–16% | Some natural protein binding | Cut and crush; hot conditioning preferred |
| Animal feed (corn + soy) | 12–14% | Starch acts as natural binder | Mash mixing; aim for uniform particle size |
| Fish feed (sinking pellet) | 14–16% | Often steam-conditioned for floating grades | Fish feed pellets need tighter particle uniformity and a smaller die hole (Φ2–Φ3 mm) for fingerlings; specialty extruders sometimes preferred for floating feed |
| Rice husk | 10–12% | High silica; die wear accelerates | Accept ~50% reduced die life |
| Bamboo | 10–13% | Workable | Pre-grind aggressively (very fibrous) |
| Organic fertilizer (manure) | 15–20% | Often needs starch or bentonite binder | Dry first to target moisture; granulometry critical |
📐 Engineering Note: the 15% Moisture Sweet Spot
Ideally, if you’re running many woody crops through a flat die system, you should be in the 10%-15% moisture range – consider it your 15% Moisture Sweet Spot. Anything above 18% causes stickiness with the die wall and plugged dies. Any less than 8%, and the powders don’t hold together as once they’re heated via friction to above the glass transition for their lignin (- 140 C), they lack the cohesive quality necessary for proper pellet formation. An outlier to this: A 2016 study in the National Library of medicine showed it’s possible to create hardy pellets from higher moisture agricultural residue (higher than typical acceptable levels) utilizing a binding agent (in this case, corn starch) with decreased motor energy. If this sounds like your day-to-day, invest in a cheap binder, and you’ll recoup your investment in saved motor energy.
Materials we generally don’t recommend on a flat die: green sawdust (over 30% moisture, needs drying first); whole wood chips (require a hammer mill upstream); plastic-contaminated waste (melts onto the die and damages roller bearings); wet manure (needs partial drying before pelletizing). For a fuller compatibility chart matched to specific TCPEL flat die models, see our material compatibility list on TCPEL’s flat die mill page.
Sizing Throughput: 50/200/500 Throughput Tiers

Flat die pellet mills fall into 3 useful capacity groupings. In each case, suppliers may have different model designations, but, the engineering and latter buyer decision questions are strikingly the same. Let’s call them the 50/200/500 Throughput Tiers:
50–150 kg/h
Tier 1: Home & pilot
7.5 to 15 kW motor size.150 to 200 mm die size.Single operator capability.Approximately 300 to 700 kg of machine weight.Typical uses – Homeheating, pellet production, hobby feed production, small-farm fertlizer pellets or a pilot for new material evaluation.
200–400 kg/h
Tier 2: Small commercial
22-30 kW motor. 200-300mm die. 750-1,250Kg range. Workshop production for sale to local stove dealers, larger farms in area to feed their livestock, and co-operatives to process members waste to feed back on the land.
500–1,000+ kg/h
Tier 3: Small industrial
Motor 45-90 kW. Die 350-550 mm. 1,500 kg+ The outer limit of flat die land where a ring die machine begins to make better economic sense. Typically used in small scale line (e.g. in hammer mill, dryer, cooler, packager as a complete pellet production line).
Tier 1 is the most common entry point. Tier 3 is where buyers often debate whether to step up to a ring die. The honest answer: if you’re running one material consistently more than 6 hours per day, the ring die’s lower energy per ton recovers its capital premium in roughly 18–30 months at typical industrial electricity prices. If material switching is frequent or runs are intermittent, stay flat die. See TCPEL’s 200–400 kg/h tier specs if you’re sizing a small commercial setup.
DIY Pellet Mill: When Plans Make Sense (and When They Don’t)

Free DIY pellet mill plans circulate on agricultural forums and hobby sites. They appeal to the same instinct that drives anyone to build their own welding cart or band saw stand, cost, control, and the satisfaction of using a machine you understand. For pellet mills, our honest assessment is mixed.
✔ When DIY makes sense
- Output below 50 kg/h occasional use (chicken feed, garden mulch pellets)
- You’ve a metal lathe, you know how to weld and you own a heat treat oven.
- Material is forgiving – not abrasive biomass like corn meal or soft feed mix.
- The mill is a learning project, not a profit center
⚠ When factory-made wins
- The fabrication is the hardest step – machinist forums note D-2 steel “behaves poorly during grinding” and recommend “do all your work before heat treat, only grind the hardened die enough to flatten it out”
- Drilling 300+ tight-tolerance holes in a hardened die plate is multi-day work
- Bearing alignment for the roller assembly is unforgiving – a 0.5 mm misalignment shows up as uneven pellet density and short die life
- Anything sold or used commercially needs CE, UL, or local electrical-safety certification – DIY units can’t get this
Industry practitioners and forum machinists alike report that the appeal of DIY pellet mills fades once a builder realizes the die plate alone represents 40–60% of a factory mill’s cost, and the die is precisely the part that’s hardest to make at home. Academic research published in BioResources (North Carolina State University) shows that even with calibrated lab-scale flat-die machines, pellet quality depends heavily on machine tolerances and operator control, exactly the variables a workshop build struggles to hold consistently. A factory-built 100 kg/h electric flat die mill at $2,000–$3,500 imported is genuinely difficult to beat for any output above hobby scale.
How to Make Pellets: 5-Step Process

Whether you’re pelletizing pine sawdust for a wood stove, alfalfa for goats, or rice husks for boiler fuel, the process flow is the same five steps. Skip or short-cut any of them and pellet quality drops.
How do I prepare agricultural waste into fuel pellets?
Five steps apply. Agricultural waste, corn stover, wheat straw, rice husk, sugarcane bagasse, needs slightly more attention at steps 1 and 2 (drying and grinding) because field-collected material arrives with variable moisture and large fiber length. A binder additive at step 3 (often corn starch at 1–3%) improves durability for low-lignin biomass; the U.S. National Library of Medicine 2016 study demonstrated that this approach can simultaneously raise pellet durability and lower motor energy.
- Dry. Raw biomass coming from a forest, mill, or field is usually 25-55% moisture. Use a rotary dryer or solar drying yard to bring it to 12-18% before grinding. Drying after grinding wastes energy because the smaller particles dry faster than the dryer can offload heat.
- Grind. Use a hammer mill to reduce particle size to under 5 mm for wood, under 4 mm for hardwood, and under 6 mm fiber length for straw. Larger particles bridge inside die holes and cause jamming; finer particles waste hammer-mill energy and over-heat downstream.
- Condition. Adjust moisture to the 10-15% sweet spot (15-18% for low-lignin agricultural residue). If material is too dry, mist with a fine water spray and let equilibrate for 20-30 minutes. If too wet, mix in dry material or air-condition. Add binder if needed (1-3% molasses or starch for straw, hay, manure).
- Pelletize. Feed at a steady rate that keeps the motor at 70–85% of rated load. Listen to the motor sound, a rising whine signals impending jam, a labored low growl signals overfeed. Die temperature reaches 70–95°C in steady state; the first 10 minutes of a cold start produce loose pellets while the die warms up.
- Cool & screen. Fresh pellets leave the die at 80–95°C and 13–17% moisture; they’re soft enough to crumble by hand. Cool to ambient with a counter-flow pellet cooler over 8–15 minutes, then screen out fines (typically 1–4% of throughput). Final pellets should be 10–12% moisture, hard, and durable.
Buying a Flat Die Pellet Mill: Price Tiers & Supplier Vetting

Flat die pellet mill pricing isn’t transparent because it depends on the choice of brand for the motor, die alloy, frame quality, freight terms and post-sales service. As a benchmark guide line only for ex-factory China price level, May 2026 (the origin for all small to middle sized imported mills): The above 3 levels broadly corresponds to
| Tier | Throughput | Indicative price (USD, May 2026) | MOQ pattern |
|---|---|---|---|
| Entry (Tier 1) | 50–150 kg/h | $1,500–$4,000 | 1 unit; many suppliers stock |
| Mid (Tier 2) | 200–400 kg/h | $4,000–$12,000 | 1 unit; lead time 2–4 weeks if customized |
| Industrial (Tier 3) | 500–1,000+ kg/h | $12,000–$45,000 | 1 unit; lead time 4–8 weeks; line packages negotiable |
Prices are indicative supplier ranges as of May 2026 and may not reflect current market, request a written quote dated within the last 30 days before placing an order. Freight, import duty, and installation are excluded.
Supplier Vetting Checklist (8 items)
- Mill Test Certificate (MTC) for die alloy, 20CrMnTi or equivalent, with hardness HRC 55–60
- Motor brand & power factor certificateknown motor brand with documented kW + RPM rating
- CE, UL, or local electrical-safety marking as required for your country
- Spare die availabilityconfirm the supplier hold Φ4 / Φ6 / Φ8 dies in stock, with delivery time
- Lead time in writing, and a penalty clause for major delays
- After-sales contact in your time zone, a WhatsApp / WeChat / email response within 24 hours during business hours
- Reference customers in your country or region, at least two you can contact directly
- Payment termsnever 100% upfront; 30% deposit, 70% before shipment or against documents is industry standard
If you want to compare TCPEL’s flat die pellet mill specifications against this checklist, our product page lists motor options, die diameters, MTC availability, and after-sales support coverage for the export markets we serve.
Maintenance, Die Wear & Pellet Durability Index (PDI)

An objective pellet quality indicator is the Pellet Durability Index (PDI), and commercial purchasers in Europe, North America, and, growing in Asia, all ask for it specifically. The procedure for the PDI is defined in a range of official standards, the most recent in Europe being ISO 17831-1:2015, and the test itself uses a standard device such as the Holmen NHP100 portable tester where a measured sample is blown by air at 70 mBar for one minute and the amount of unbroken pellets left is calculated.
Premium ENplus A1 wood pellets must achieve at least 98% PDI per ISO 17831-1. In practice, a well-conditioned flat die mill on clean softwood at correct moisture will hit 96–98% PDI. Below 90% indicates die wear, moisture out of window, or particle size too coarse.
Reviewed by TCPEL engineering team, May 2026
Three certification schemes dominate the wood pellet market, and they are NOT interchangeable. ENplus (administered by the European Pellet Council) leads EU heating and now covers traders and emissions tracking down the entire supply chain; PFI (Pellet Fuels Institute) is the U.S. residential standard with Premium / Standard / Utility grades; DINplus is the German variant of ENplus. All three benchmark against ISO 17225-2:2021, the international wood pellet specification, which raised the Class A1 abrasion bar to 98%, dropped Class A2 ash content from 1.5% to 1.2%, and added ash melting behavior as a normative parameter. If you sell across multiple regions, plan to qualify against more than one.
| Maintenance task | Interval | Why |
|---|---|---|
| Visual die hole inspection | Every 50 hours | Catch oval-out and uneven wear before pellet quality drops |
| Roller bearing greasing | Every 100 hours | High-temp grease; under-greased bearings seize and seize quickly |
| Die rotation / flip | Every 400 hours (if symmetric) | Doubles effective die life by evening out wear pattern |
| PDI test sample | Every shift or per batch | Detect quality drift before it reaches the customer |
| Die replacement | 800–1,500 hours softwood; 300–500 hours rice husk | Holes oval out, compression drops, energy per ton rises |
⚠️ Important: three failure modes worth diagnosing
No pellets at all – so material feeds in but only powder exits at bottom of die. Reason: moisture too low, or die compression ratio too low for material. Solution: Flood with water mist, wait 20 mins in position, try again. If no good change to a more aggressive die.
374) Pellet is soft/brittle The pellet is being formed but falling apart. Reason: Moisture too high, too coarse a grind, temperature of the die isn’t up to temperature. Remedy: dry to a 2-3 % level, check mill screen size, warm the mill up for at least 10 minutes before evaluating.
Overheating & amp; Motor stall – Mill is slow and stops on its own. Symptom:Feed rate too fast, food material too dry (more friction),die holes partly obstructed. Fix:Reduce feed rate by 30%, monitor moisture content, and do a cleaning run on material with low bulk density.
Forum machinists and industry operators are nearly universally reporting the two leading cause of poor formation and jamming is having excess moisture (over 18%) or to much low moisture (under 10%) long before physical wear can have significant impact.
2026 Industry Outlook: Where the Biomass Pellet Machinery Market Is Heading
Here are two things happening in 2026 that will change your buying time lines if you purchase or replace a flat die pellet mill.
First, regulation. EU Renewable Energy Directive III (RED III) reaches its mandatory compliance date on 1 January 2026. Biomass installations selling into EU markets must meet strengthened sustainability and greenhouse-gas-saving criteria by then; certification schemes approved by the European Commission are the practical path. A grandfathering clause keeps older installations under RED II rules through 31 December 2030, but new entrants and any non-grandfathered facility must qualify immediately. If you supply pellets to Europe, the certification work need to begin now, not after the deadline.
Second, technology. Torrefied wood pellets, biomass heated to 250–300°C in an inert atmosphere before pelletizing, are crossing from research to industrial scale. India’s NTPC opened the country’s first large-scale torrefied pellet facility at Talwandi Sabo in April 2025, with national mandates targeting 50 million tonnes annually. Globally, torrefied pellets represented an estimated 15% of premium segment volume in 2025, and the integrated torrefaction-densification process is targeting drop-in coal replacement for power generation. USDA Foreign Agricultural Service data indicates EU pellet consumption is forecast to recover in 2025 after declines in 2023–2024, driven by residential and industrial demand returning together.
If specifically buying flat die equipment, then modern lines mostly conventional pelletize but suppliers into export markets are increasingly including an integral torrefaction stage when new line orders are placed. Patent activity in the die geometry aspect of pelletizing itself has plateaued in the last 2 to 3 years or so, with most R&D activity moving to the upfront torrefaction process, and the backend process control side.
💡 Pro Tip — procurement timing
Planning a line build for 2026 – get your supplier selection process underway (Q1), place your orders (Q2) to be sure to be well ahead of the summer holiday slow-down and have the equipment on- site well ahead of the autumn heating season. North American wood pellet demand set to grow at 4.9% CAGR through 2035 – thus an order in 2026 ensures 10+ years of upward demand growth.
Frequently Asked Questions
Q: How do I prevent my pellet mill from jamming?
View Answer
Wood to be maintained between 10-15 % moisture, be fed at between 70-85 % motor capacity load, and the raw material ground to below 5mm prior to feeding to the pellet press. Pre-heat your die for a few minutes prior to assessing final pellet quality and monitor your motor load closely – an escalating whine of an overloaded motor is a very sure-fire precursor to the motor having to tripped and reset to avoid burnout.
Q: Do I need to add a binder to the raw material?
View Answer
Generally no, if using wood (hardwood or softwood) since natural lignin activates under die-heat to act as a binder. Use of 1-3% added grain starch or molasses greatly improves pellet integrity with less durable, more fibrous biomasses such as grass, hay, straw, and organic manure, as demonstrated by an April 2016 article in U.S. National Library of Medicine showing reduced motor power use when pelletizing with a corn starch binder compared to normal processing of corn stover.
Q: How do I maintain an electric flat die pellet mill?
View Answer
Conduct a visual inspection of the die every 50 hours of use; lubricate the roller bearings with a suitable grease every 100 hours of run time; reverse or “flip” the die over after approximately 400 hours to assure an even rate of wear, and take a quality sample from the pellet die a minimum of once per shift. The effective lifetime expectancy of a wood die runs from 300-500 hours for some abrasive feed materials, 800-1,500 hours for softwoods and maintain adequate lubrication levels in the gear box and also listen for abnormal vibration when accelerating the mill up.
Q: Why are my pellets not forming properly?
View Answer
Pellet formation has three failure modes. First, no pellets — only powder exits the die: moisture too low or compression ratio mismatched. Second, pellets that crumble immediately: moisture too high, die not at operating temperature, or particle size too coarse. Third, motor labors then stalls: feed rate too aggressive or die holes partially blocked. Diagnostic order is always (1) check moisture with a meter, (2) verify hammer mill screen size, (3) confirm the die has reached 70–95°C, and only then look at mechanical wear. Most “failed pellet” complaints trace back to material preparation rather than the mill itself.
Q: What is the typical output of an electric flat die wood pellet mill?
View Answer
Typically electric flat die wood pelletizing plants will run at the following speeds, dependent upon the motor power. Smaller 7.5kW machines will produce in the order of 100 – 150 kg/hour; middle-sized 22kW machines will process in the order of 250-300kg/hr and the large commercial 90kW pellet press will reach upwards of 700-900 kg per hr with woods. Feed Pellet capacities should be considered roughly double of Wood Pellet Pellet capacities on a machine.
Q: Can I change the pellet size with the same mill?
View Answer
Yes — swap the die plate. Most mills accept Φ2 to Φ12 mm dies on the same frame; allow 30–60 minutes per swap.
References & Sources
- ISO 17225-2:2021, Solid biofuels, Fuel specifications and classes, Part 2: Graded wood pelletsInternational Organization for Standardization
- Method to Produce Durable Pellets at Lower Energy Consumption Using High Moisture Corn Stover and a Corn Starch Binder in a Flat Die Pellet MillU.S. National Library of Medicine / NCBI
- Using four pelletizing machines with flat die and different capacities for obtaining the best pellets from corn cobs wasteBioResources / North Carolina State University
- Assessment of the Physical and Energetic Properties of Fuel Pellets Made from Sage Waste BiomassUniversity of Warmia and Mazury (via PMC NCBI)
- EU RED III (Renewable Energy Directive III) sustainability criteria documentsSustainable Biomass Program
- EU Wood Pellets Annual Report 2025USDA Foreign Agricultural Service GAIN
- ENplus Quality SchemeEuropean Pellet Council
- USPTO US20080290548A1, Pellet mill die and pelletizing processUnited States Patent and Trademark Office
- Pellet Specification & Method ComparisonsBiomass Magazine
- Holmen NHP100 Pellet Durability Tester (ISO 17831-1 compliant)TEKPRO Limited
About This Flat Die Pellet Mill Guide
This article was reviewed by TCPEL engineers in Jinan, Shandong where flat die pellet mills are manufactured since 2020 and exported to >60 countries. Our compression ratio values, available moisture ranges, and throughput capacity ranges (50, 200, 500kg/h) is what we see customers in the field operate – validated by ISO 17225-2:2021, the PMC NCBI Corn-stover research paper and current ENplus / DINplus / PFI pellet standards certification practice.
Our recommendations evolve when a new major standard is issued or customer telemetry shows a change in the recommended operating conditions.
Related Articles
- TCPEL Flat Die Pellet Mill Solutionsfull product line, electric / diesel / PTO options
- Ring die pellet mill for industrial production lines (coming soon)
- Pellet cooler sizing and counter-flow design (coming soon)
- Hammer mill upstream of a pellet line, particle size targets (coming soon)
- Rotary dryer matching for biomass feedstock (coming soon)
Need a flat die pellet mill spec’d to your material and output?
Tell us your raw material type, target throughput and power infrastructure and we’ll respond within 1 business day with required motor size, die geometry and written proposal.