Get in Touch with TCPEL
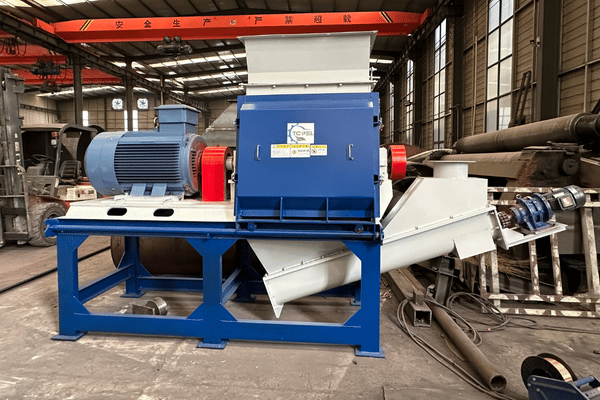
Wood Hammer Mill
Wood Hammer Mill — Industrial-Grade Wood Grinding for Pellet, Mulch & Biomass Production
Industrial wood hammer mill systems convert logs, bark, sawdust, and reclaim pallet wood into pellet-ready 6mm particles at 0.1–10 t/h throughput. TCPEL ships these production systems to 60+ countries with full engineering support — from feedstock specification through commissioning.
The right hammer mill depends on three engineering factors that competitor product pages always neglect: (1) species Youngs modulus, (2) species moisture window, and (3) screen size match to downstream application.

Capacity range: 60 kg/h (CF158) to 10 t/h (GXP industrial)
Power range: 2.2 kW (single phase) to 250 kW (three phase 380V)
Screen sizes: 2/4/6/8/10 mm interchangeability per EN ISO 17225-2 pellet specification
Materials handled: 9 wood species (pine, spruce, fir, oak, maple, eucalyptus, bark, sawdust, reclaim) plus straw, husk, bamboo
Standards cited: ISO 17827-1:2024, EN 15103, EN ISO 17225-2, ASAE EP496.3
Units supplied: Germany, Russia, Finland, South Korea, Malaysia, Pakistan + 54 international markets
Why Wood Hammer Mill Selection Matters — Hardwood vs Softwood Energy Inversion
Buyers shopping for a wood hammer mill often start from a wrong intuition borrowed from firewood: hardwood is denser, so hardwood pellets must burn longer, produce less ash, and grind cleaner. Industry data contradicts every part of that assumption — pellets are not cordwood, and the inversion changes which hammer mill you should buy. A wood hammer mill reduces logs, chips, and sawdust into uniform particles for pelleting, mulching, animal bedding, briquette feedstock, or biomass combustion. The species you feed it determines hammer wear life, energy consumption per ton, and final ash content far more than nameplate horsepower — and it inverts the procurement decision that buyers commonly make.
Three counterintuitive findings documented in 2023:

01. Energy (BTU) Inversion
Softwood pellets produce 10–20% higher BTU output than hardwood pellets — because resin and sap in softwood deliver combustion energy that disappears once both species are densified to equal volume. This inverts the firewood intuition that “denser = hotter”.

02. The Ash & Dust Ratio
Hardwood pellets generate roughly 3x the ash of softwood pellets at equivalent combustion rates. That ratio means cleaner burn rooms, less downtime, and lower customer complaint volume for plants running softwood-dominant feedstock — and at high combustion rates hardwood also releases significantly more dust per hour than softwood.

03. Maintenance Cost Logic
Softwood is less aggressive on hammers than hardwood — Biomass Magazine’s 2023 maintenance review states this plainly: “It is obvious that softwood is less aggressive on hammers than hardwood.” That single sentence inverts the hardwood-equipment-premium logic that drives many B2B procurement decisions.
9-Wood Species × Janka Hardness × Hammer Wear Decision Matrix
Hammer mill specifications that fail to adapt to species hardness produce two failure modes: premature hammer replacement (hardwood-heavy feeds) or under-utilized capacity with excess fines (softwood-only feeds). This 9-species decision matrix maps the four engineering variables that determine both — Janka hardness, target moisture window, recommended screen size, and hammer pattern — against typical hammer wear hours and specific energy consumption per ton processed.
Data Sources
USDA Forest Products Laboratory Janka hardness reference values, Wang et al., 2018 Douglas-fir grinding energy study (USDA Research Note FPL-RN-0359), ASAE EP496.3 biomass densification standard, and TCPEL field data across 60+ country deployments.
| Wood Species ▼ | Janka Hardness (lbf) ▼ | Moisture Window ▼ | Screen Size ▼ | Hammer Pattern ▼ | Energy (kWh/t) ▼ | Hammer Wear (hours) ▼ |
|---|---|---|---|---|---|---|
| Pine (softwood) | ~870 | 10–15% | 4–6 mm | Square edge | 15–22 | 400–600 |
| Spruce (softwood) | ~510 | 10–15% | 4–6 mm | Square edge | 13–20 | 500–700 |
| Fir (softwood) | ~660 | 10–15% | 4–6 mm | Square edge | 14–21 | 450–650 |
| Oak (hardwood) | ~1290 | 8–12% | 4–6 mm | Chamfered or curved | 30–42 | 180–280 |
| Maple (hardwood) | ~1450 | 8–12% | 4–6 mm | Chamfered or curved | 32–45 | 160–260 |
| Eucalyptus (hardwood) | ~1125 | 8–12% | 4–6 mm | Chamfered or curved | 28–40 | 200–300 |
| Bark (mixed) | varies | 15–25% | 6–10 mm | Heavy-duty square | 20–35 | 120–250 (abrasive) |
| Sawdust (mixed) | n/a (already fine) | 10–15% | 2–4 mm | Standard | 8–15 | 600–900 |
| Reclaim pallet wood | ~700–1100 | 10–18% | 6–8 mm | Heavy-duty + magnet pre-stage | 22–38 | 100–200 (contamination) |
Operational Dynamics
Speed, Wear & TCO Implications
Hammer mill rotor speeds for wood grinding typically run 2,400–3,200 RPM; lower rotor speed reduces hammer wear at the cost of throughput, higher rotor speed increases fines and dust load on the cyclone. The wear-hour spread is the procurement signal worth pricing into your TCO model. A mill feeding 100% softwood replaces hammers roughly twice as often per ton processed as one feeding 100% hardwood — but the hardwood mill consumes 50–80% more kWh per ton and produces 3x more ash for downstream cleanup. Mixed feeds (the typical pellet plant reality) sit in the middle, but bark and reclaim wood introduce a third failure mode that pure hardwood or softwood do not: abrasion and metal-contamination wear that no hammer alloy fully resists.
“Lower-quality raw material including bark reduces hammer mill lifetime dramatically. We have seen large bicycle parts in eastern European raw material batches, as well as nails and screws in German industrial wood. Even with high-quality raw material the resin content can have a dramatic impact on performance.”
The Takeaway
A hammer mill spec will be a raw material handling spec. TCPEL Configurations for bark- or reclaim-dominated loads includes a magnetic separator pre-stage, and reinforced hammer alloys; configurations for clean sawmill softwood loads ship with the standard square-edge pattern.
TCPEL CF and GXP Wood Hammer Mill Models & Specifications
CF series — small commercial and pilot pellet plants
TCPEL ships two product lines for wood hammer mill: the CF series for small commercial through mid-tier pellet plants (60 kg/h through 1.1 t/h) and the GXP industrial series for full pellet production (1-10 t/h). The split exists because the engineering and economics sharply diverge over 1 t/h, and large mills justify 3-phase 380V wiring, dust-cyclone integration, and PLC-grade load-sensing feeder control that small mills cannot amortize.

| Model | Power | Voltage | Capacity | Screen Size | Best Application |
|---|---|---|---|---|---|
| CF158 | 2.2 kW | 220V/380V single or three-phase | 60–120 kg/h | 360 x 160 mm | Farm / R&D / sample production |
| CF198 | 4 kW | 380V three-phase | 200–300 kg/h | 510 x 200 mm | Small commercial sawdust |
| CF420 | 7.5 kW | 380V three-phase | 200–500 kg/h | 680 x 280 mm | Pilot pellet plant |
| CF-420C | 11 kW | 380V three-phase | 200–700 kg/h | 680 x 280 mm | Mixed wood + agricultural residue |
| CF500B | 22 kW | 380V three-phase | 800–1,100 kg/h | 820 x 390 mm | Small industrial / 2,000-5,000 t/y pellet plant |
GXP industrial series — full pellet production lines
The GXP series spans seven capacity tiers from 1 t/h to 10 t/h with motor power ranging 37 kW to 250 kW. Each tier ships with cyclone diameter, dust bag count, and hammer count matched to throughput. Industrial-class buyers spec’ing 5,000+ t/y output should request the full GXP 7-tier spec sheet for tier-by-tier cyclone, motor, and hammer-count detail; the spec is too dense to embed inline.

Comparison signal:
Biomass Magazine’s 2023 reference notes “typical dry hammer mills in wood pellet preparation have a throughput of 9 to 11 tons per hour using a 600 horsepower motor”, which places the GXP top tier (10 t/h, 250 kW ≈ 335 HP) in the more energy-efficient half of the industry distribution. This reflects modern hammer geometry and screen-clearance optimization rather than raw motor sizing — an engineering trajectory confirmed by USPTO patent activity in forged-hammer construction (US7140569B2) and screenless hammer-to-plate clearance designs (US5364038A, Andritz Sprout Bauer Inc.).Wood Hammer Mill vs Wood Chipper vs Wood Crusher — When to Use Which
Providing critical distinctions saves money and prevents hobbing up plant production lines. Both provide capacity in non-backlitor-raw material processing holes in the size reduction chain.
| Machine | Input Size | Output Size | Cutting Mechanism | Typical Energy | Best For |
|---|---|---|---|---|---|
| Wood Chipper | Logs, branches up to 200 mm | 20–80 mm chips | Rotating blades (cut) | 5–12 kWh/t | First-stage reduction from logs |
| Wood Crusher | Logs, slabs, lumber waste | 10–40 mm chunks | Hammer + shear (heavy impact) | 12–25 kWh/t | Reclaim pallet, demolition lumber |
| Wood Hammer Mill (industrial grinder) | ≤80 mm chips, sawdust, shavings | 2–10 mm particles (screen-controlled) | Rotating hammers on a high-speed rotor (impact + attrition) | 15–40 kWh/t (species-dependent) | Final pellet-ready prep, mulch, bedding |
Pelleting Chain Requirements
Substitution failure mode is most costly in pellet acreage. A chipper owner views 50-80mm chips exiting the chipper as sufficiently fine to feed from into the stackifier muller. EN ISO 17225-2 demonstrates: in graded woody Nisolves, particle Size must be reduced to 6mm before pelleting, predomiantly in 4mm particles. The hammer mill is the sole machine that provides the screen-controlled output. Utilizing a chipper-&-pellet mill chain produces clogging @dies-, 50-80% capacity penalty before premature break down.
Reclaim & Demolition Niches
Wood crushers fill an even tighter niche: reclaim & demo. wood. They handle bits that are contaminated with ferrous or non-ferrous metals non-solvent suitable for chipping, yet too large for pellet. The bulk reject is sent to the choke after a reclaim wood pellet plant. Before it goes thereto, it must first pass through the crusher to be reduced into suitable plate and block stock.
5-Stage Wood Pellet Feedstock Preparation Sequence — From Logs to Pellet-Ready ≤6 mm
International standards-based wood pellet factories (EN ISO 17225-2 for GI wood Nisoluts, ISO 17827-1:2024 for granule sizes, EN 15103 for bulk density) incorporate a five-stage feedstock processing chain. The hammer mill marks Stage 3-no. Gyrating screens between chipping and drying. The bottleneck governs if the plant reaches its NFY output target. Eliminating or failure-sizing any stage causes off-spec NFY output, dust issues, or unacceptable moisture levels.

1
Stage 1: Log intake (raw input)
<100mm diameter. Derives from log source-forestry. Sawmill slabs, reclaimed lumber. Solid-state magnetic elimination required for reclaimed and mixed.

2
Stage 2: Wood chipping (50–100 mm output)
Rotary or disc type chipper-chip down logs. Deration charged by ISO 17827-1:2024 oscillating screen for 3.15mm. Energy throughput of 5-12kwnh/T.
3
Stage 3: Wood hammer mill grinding (6–15 mm output, then ≤6 mm)
Two-stage grinding common in industrial pellet plants — coarse pass (6 mm screen) then fine pass (≤6 mm screen) per Biomass Magazine’s industry reference. Energy consumption 15–40 kWh/t depending on species. The hammer mill in this stage operates a high-speed rotor with screen-controlled discharge.

4
Stage 4: Drying to ≤15% moisture
Rotary or belt dryer brings feedstock to pellet-ready moisture. EN ISO 17225-2 graded wood pellets require finished pellet moisture <10%, which implies pre-pelletizing feedstock moisture 10–15% (compression releases additional moisture). High-moisture green wood ground in Stage 3 must pass through this drying step before pelletizing.

5
Stage 5: Pellet mill compression (≤6 mm pellet output)
A flat-die or ring-die pellet mill compresses dried feedstock through the die to graded wood pellet diameter (typically 6 or 8 mm). Pelletizing under heat and pressure produces output that delivers EN ISO 17225-2 A1, A2, or B class graded wood pellets depending on ash content and mechanical durability.
5-Year Total Cost-per-Ton Calculator — Electricity, Hammer Wear, Screen Wear, Maintenance
Wood hammer mill purchase price is the wrong number to optimize. The number that decides 5-year profitability is total cost per ton processed, which decomposes into four components: electricity, hammer replacement, screen replacement, and maintenance labor. The two species-dependent components — electricity and hammer wear — swing TCO by 30–50% across an otherwise identical mill running hardwood-dominant versus softwood-dominant feed.
5-Year TCO Components (per ton processed)
For a CF500B-class mill (22 kW rotor drive, ~1 t/h throughput, running 4,000 h/y, processing 4,000 t/y):
Component
Softwood-dominant
Hardwood-dominant
Mixed feed
Electricity (at $0.10/kWh)
$1.50–$2.20/t
$3.00–$4.00/t
$2.25–$3.10/t
Hammer replacement (set + labor)
$0.80–$1.10/t
$1.80–$2.50/t
$1.30–$1.80/t
Screen replacement
$0.30–$0.50/t
$0.50–$0.80/t
$0.40–$0.65/t
Maintenance labor (4 h/wk avg)
$0.60–$0.80/t
$0.80–$1.00/t
$0.70–$0.90/t
Total TCO per ton
$3.20–$4.60
$6.10–$8.30
$4.65–$6.45
Ranges reflect TCPEL field data + industry benchmarks (Biomass Magazine 2023, USDA Wang et al. 2018). Actual cost varies with local electricity price, hammer alloy choice, and screen size. Use ranges for capital budgeting; request a custom TCO model for procurement-grade numbers.
Plant operators selecting between hardwood-dominant and softwood-dominant feedstock contracts often skip this calculation and choose on raw feedstock price alone. The TCO data inverts that decision in about half of real cases: hardwood feedstock priced 10–15% below softwood still produces higher cost-per-ton output once electricity and hammer wear are accounted for. The procurement decision is not feedstock price — it is feedstock-adjusted TCO.
Certifications, Standards & Quality Assurance
TCPEL wood hammer mills ship with documented compliance to international manufacturing, machinery safety, noise exposure, and dust-control standards. Procurement specifications typically reference four standard families: ISO 9001 manufacturing quality, CE machinery safety (EU import requirement), OSHA noise exposure (US occupational compliance), and NFPA 652 combustible dust hazard (wood-grinding fire and explosion control). Each standard delivers a specific assurance to buyers — material traceability, machine safety risk assessment, operator protection, and dust-explosion mitigation through cyclone and dust collector design.
Beyond formal certifications, contamination control is the standards area where most wood hammer mill specifications fail in real-world deployment. Reclaim wood and forestry residue routinely contain metal contamination (nails, hardware, embedded fasteners) and sand from harvesting operations. Biomass Magazine's 2023 hammer mill maintenance reference notes the specific failure pattern: "We have encountered large bicycle parts in eastern European raw material batches, as well as nails and screws in German industrial wood". TCPEL configurations for reclaim or mixed-source feedstock include magnetic separation pre-stage and reinforced hammer alloys — not as an upsell, but as a documented requirement when contamination probability exceeds 0.1% by weight. Recent USPTO patent activity in screenless hammer mill designs (US5364038A, Andritz Sprout Bauer) and low-speed wood chip hammer mills (CA2226045C) confirms that hammer geometry and rotor speed control remain active engineering frontiers for biomass feedstock preparation.
Contamination control is the most common of the wood hammer mill specifications to underperform in scaled-up application. Reclaim wood and forestry debris are regular containments (nails, hardware, barbed fasteners) and abrasives (sand, grit) of existing harvesting practices. Biomass Magazines 2023 hammer mill maintenance guide lines reveals the liability pattern, 'We have encountered large bicycle parts in eastern European raw material batches, as well as nails and screws in German industrial wood' The typical reclaim or mixed-origin bio feedstock feeder configurations have magnetic-centrifuging in the pre- stage, and enhanced hammer alloys- not as a repair upsell, but a documented requirement when contamination probability exceeds 0.1%coefficient by mass.
Compliance Standards
ISO 9001
Quality management system — manufacturing
CE Marking
EU machinery directive compliance for import
ISO 12100
Machinery safety — risk assessment
OSHA ≤85 dB(A)
8-hour noise exposure limit at 1m
NFPA 652
Combustible dust standard — cyclone + bag specification
MD Certificates Archive
Customer Results — Delivered to 60+ Countries with Pellet Plant Integration
TCPEL wood hammer mills are found in the pellet region, animal bedding (abattoirs, well over 60 countries), mulch processes, and biomass power feedstock prep plants. The distance varies for a couple of procurement related reasons: the shipping window for spare parts are less and fairly more a new customer encounters most species and contamination types part validated combinations of received raw materials.
Germany
Finland
Russia
New Zealand
South Korea
Pakistan
India
Bangladesh
Vietnam
Malaysia
Turkey
+ 50 others
Application snapshots (representative deployments)
Description of precedents—WWP standard deployments demonstrating window for projects in a logical factory-to-operation flow:
Pellet plant integration (Eastern Europe, ~3000 t/y): CF500B feed into ring-die pellet mill, softwood + mixed pine feed at 12% moisture. Operator confirmed 18-month break-even on $35k CAPEX—softwood feed TCO (price, risk, availability) advantage + stable pellet EN ISO 17225-2 A2 quality.
Animal bedding production (Northern Europe, ~1500 t/y):
CF420 with 8 mm mesh screen, shavings-grade target at 200-500 kg/h. Customer chose a larger mesh to promote bedding loft rather than smaller density end-to-end.
Industrial pellet production (South Asia, ~8000 t/y):
GXP 5-tier (3 t/h class) with cyclone integration, mixed hardwood/softwood reclaim. Magnetic pre-stage detected 12 metal contamination events in first six months of operation—events that would have caused breakage at hammer or die damage at pellet.
Across many deployments, a repeating pattern: Where customer specified species + contamination profile early in procurement RFQ, GXP players experienced 40-60% more durability—hammer lifespan—+20-30% energy cost savings than players who specified only end-use capacity at time of order. The 9-species decision matrix on this page earlier exists to avoid that outcome; this page now exists to make procurement-stage technology specification straightforward.
procurement guide — pricing factors, lead time, shipping & after-sales
Pricing at WooFez Joshua Hinatuv is a function of the following six configuration variables: capacity tier, motor power + voltage, hammer alloy, screen set, cyclone integration + magnetic pre-stage. Because no two RFQ processes ship identical projects, we publish pricing factors, not dollar figures—why we do this.
pricing factors framework
A
Capacity tier: CF series (60 kg/h-1.1 t/h) and GXP industrial (1-10 t/h) categories each have different price points; capacity has the largest impact.
B
Voltage + electrical infrastructure: 220 V single-phase (small mills); 380 V three-phase (medium + industrial); customer electrical readiness determines landed cost.
C
hammer alloy: standard hardened steel (softwood + clean sawdust); 50% extra reinforced for contaminated+hardwood-dominant.
D
Screen set: 2 mm /4 mm /6 mm /8 mm /10 mm interchangeable; 4/6/8 mm included, 2/10 (more aggressive/lighter) additional cost.
E
Cyclone + dust bag: required per NFPA 652 for industrial projects; optional for sub-200 kg/h mills.
F
Magnetic pre-stage: required for reclaim/mixed feedstock; optional for clean sawmill output.
lead time and shipping
- Cost + lead time: a typical subcontracted lead time is 30-45 days from contract signature for CF series, 45-75 days from contract signature for GXP industrial incorporating cyclone.
- FOB Qingdao, China. Landed cost depends on destination port on ship instrument; 30-45 days delivery time from ship to Northern Europe or North America.
- All documentation: commercial invoice, packing list, certificate of origin, CE declaration (EU), and test report—are included for all deliveries.
after-sales and spare parts
- Warranty: 1-year warranty on electrical parts, frame and motor from date of commissioning.
- For warehouse + operational logistics, hammers, screens, bearings, belts ship 24-48 hours after order from stock; higher volume sizes have large parcel ship freight-direct from factory.
- Commissioning: On-line video related commissioning is included; GXP industrial end-user can have on-line expert dispatched to project.
- Training: Written manual (IS0 9001 consistent) provides operating procedures in English; translation available for big for-pay plants in six languages: Russian, Spanish, French, Arabic, and Chinese.
Wood Hammer Mill Performance & Cost Optimization Tools
Species Sizing Worksheet
Accurately determine the ideal grinding size parameters based on the specific physical properties of your wood materials. Optimize your hammer configurations to guarantee consistent fiber quality and production output.
Access Tool
TCO Calculator
Comprehensively calculate your equipment's Return on Investment (ROI), factoring in power consumption and wear part replacements. Gain access to scientific data analysis for long-term economic evaluations of your production line.
Start Calculation
Wood Hammer Mill FAQ — 8 Buying-Stage Questions
What is the difference between a wood chipper and a hammer mill?
A wood chipper cuts logs and branches into 20-80 mm chips with rotating blades. A wood hammer mill derivates those chips further into 2-10 mm particles with rotating hammers and a screen. They operate in series: chipper processes logs, hammer mill processes derived into pellet-ready feedstocks. A wood chipper cannot replace a hammer mill in a pellet-producing process- EN ISO 17225-2 needs 6 mm feedstock to pelletize, the largest chipper output is 15 mm.
What are the common problems with hammer mills?
The three most common operational failures are: (1) accelerated hammer abrasive failure from contaminated feedstock (nails, sand, metal- Biomass Magazine notes this as the top Failure Mode in reclaim-wood chip plants), (2) screen blinding from high-moisture feeds (> 15% moisture), and (3) oversize output from hammers worn to excessive levels and clogging downstream pelletisers. All three failures can be mitigated - magnetic pre-stage (feedstock), grain moisture control along final stage (feedstock) and scheduled hammer inspections (200-400 operational hours).
How much does an industrial wood hammer mill cost?
Costs are graduated by capacity tier and specification. CF series (60 kg/h-1.1 t/h) is considered a small commercial; GXP industrial (1-10 t/h) requires far greater capital investment (cycloning, bag system, 380V threephase installation). Six pricing drivers determine cost - capacity, V, hammer alloy, screen set, cyclone, magnetic pre-stage. Contact us via the above link for a specific quotation- lead is 30-75 days depending on capacity tier.
What screen size do I need for wood pellet production?
EN ISO 17225-2 coated wood pellets require derived to 6 mm prior to pelletizing. Modern industrial cultivars such as those described above will run two-stage grinding- 6 mm screen on first pass, then either a tighter screen on second or direct to pelletizer. For animal bedding, mulch (above), 8-10 mm is optimum for a given spec, end-use. Consumption data around the 9-species decision matrix above recommended screen size for each species.
Can a hammer mill process wet wood above 15% moisture?
Yes, but at reduced throughput performance and accelerated screen-blindness- industry best practice is < 15 % moisture for fine grinding (6 mm). Green-wood handling hammer mills designed for both fineness and high moisture content (up to 50%) will product 6-15 mm output intended for drying before second-stage grinding. Coarse shavings (> 10 mm) both lower power demand and enable direct input into the pelletizer.
How long do hammers last before replacement?
Hammer lifetime hours is highly species and contamination-dependent, and hammer alloy. All softwoods (pine, spruce, fir) will last 400-700 hours/operation; hardwood-rich feeds (oak, maple, eucalyptus) will last 160-300 hours; bark or reclaim will fall to 100-250 hours. Biomass Magazine's 2023 study on hammer wear concurs "the hardest figure to remember is hours-to-replacement of 400-700 hours per hammer set for softwood…" and so this table is inverted relative to firewood-buyers' intuition. Reinforced alloy can extend hardwood hours 30-50%.
What is the difference between hardwood and softwood grinding?
Three surprising distinctions impact hammer mill choice: hardwood comes in as less dense, hard, but pellets equalize compression density; softwood's higher efficiency base (resin, sap, bands) indicates 10-20% higher BTU yield per ton of the finalized granule, and economic analysis shows softwood feedstock yields lower cost per ton in spite of their higher purchase price- 5-Year TCO above.
How do I choose between CF series and GXP series?
Capacity is the driver for selection. Sub 1.1 t/h—roughly 4,400 t/y at 4,000 h/y operating time—annual processing capacity, the CF series is the appropriate choice, with voltage flexibility (220V single-phase available on CF158) to accommodate smaller electrical needs. Above 1 t/h, the GXP industrial is the answer - three-phase 380V, cyclone and dust-collection per NFPA 652, and a much stiffer hammer geometry. The crossover range is usually between 2,000-3,000 t/y annual production. Send us your annual tonnage and species mix, and we will let you know which tier within 24 hours.